At Epic Powder, we understand that the true performance of Lithium Iron Phosphate (LFP) batteries is engineered at the particle level. Our precisely controlled LFP jet milling process transforms sintered material into high-purity powder, achieving the exact particle size distribution and ultra-low moisture content required for superior energy density, safety, and cycle life. This process goes beyond grinding—it integrates classification, drying, and inert gas protection in one efficient system. Whether optimizing for finer D50 or a tighter PSD, understanding LFP jet milling is key to elevating material quality and production consistency. For engineers focused on next-generation battery performance, this is where precision begins.

I. Mục tiêu quy trình
Vận chuyển vật liệu đã nung kết đến silo chứa nguyên liệu thô để nghiền bằng tia khí, đồng thời gia nhiệt và sấy khô vật liệu nhằm đảm bảo độ ẩm và kích thước hạt đáp ứng các thông số kỹ thuật của sản phẩm.
II. Trang thiết bị chính
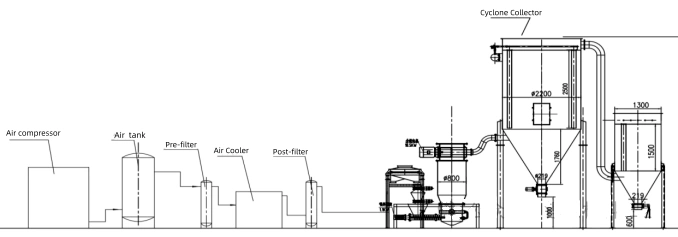
Hệ thống phay tia nước chủ yếu bao gồm:
Máy nén khí (hệ thống nguồn khí)
Hệ thống cấp liệu
Máy chủ xay xát
Bộ phân loại khí turbo
Hệ thống xả
Hệ thống lọc
Hệ thống điều khiển
III. Điều kiện vận hành và nguyên lý hoạt động
Nguyên liệu được đưa vào một buồng và được gia tốc bằng luồng khí tốc độ cao. Các va chạm mạnh giữa các hạt với nhau và giữa hạt với thành buồng, cùng với lực ma sát và lực cắt, làm vỡ và nghiền nhỏ nguyên liệu. Sau đó, một bộ phân loại tích hợp sẽ phân loại bột đã nghiền. Bộ thu bụi sẽ thu gom bột mịn đạt tiêu chuẩn kích thước để làm sản phẩm cuối cùng, đồng thời làm sạch không khí. Hệ thống sẽ đưa bột thô có kích thước lớn hơn trở lại buồng nghiền để nghiền tiếp. Trong suốt các giai đoạn nghiền, phân loại và vận chuyển, quá trình này làm khô lượng hơi ẩm còn lại trong nguyên liệu.
IV. Quy trình
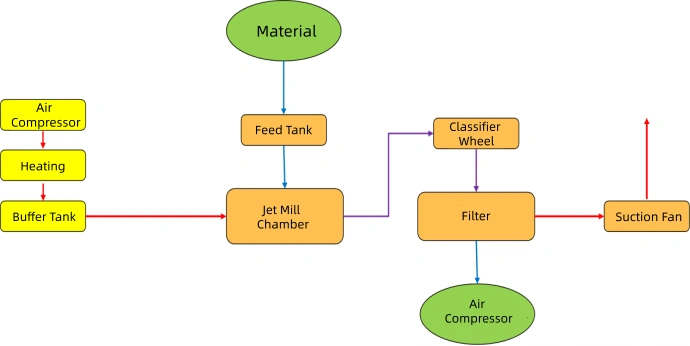
Các bước thực hiện: Vận chuyển nguyên liệu thô → Nghiền và phân loại → Vận chuyển thành phẩm → Xả và đóng gói
Nguyên liệu thô được vận chuyển bằng khí nén từ công đoạn xử lý phía thượng nguồn đến silo chứa nguyên liệu thô của máy nghiền khí nén. Sau đó, nguyên liệu đi qua phễu chuyển tiếp, phễu đệm và bộ cấp liệu quay vào buồng nghiền, nơi nó được nghiền mịn bằng khí nitơ ở nhiệt độ cao. Nguyên liệu đã nghiền đạt tiêu chuẩn được phân loại và chuyển đến bộ thu bụi sản phẩm. Sản phẩm cuối cùng được xả ra thông qua van bướm đến giai đoạn xử lý tiếp theo.
V. Các điểm kiểm soát chất lượng và thông số chính
1. Tần số bánh xe phân loại: Giá trị tiêu chuẩn ±5 Hz
2. Tần số bộ cấp nguồn xả: Giá trị tiêu chuẩn ±5 Hz
3. Hàm lượng oxy: ≤50 ppm
4. Áp suất khí phay: Giá trị tiêu chuẩn ±100 kPa
5. Nhiệt độ nguồn không khí: 100-120°C
6. Điểm sương của không khí dùng trong quá trình xay xát: ≤ -20°C
7. Áp suất khí làm kín / Áp suất khí bảo vệ: Giá trị tiêu chuẩn ±0,05 MPa
8. Nồng độ bột (%): 0,2 – 2,4
9. Dòng điện bánh xe phân loại: Giá trị tiêu chuẩn ±5 A
10. Áp suất chênh lệch của bộ lọc (Pa): Giá trị tiêu chuẩn ±200
11. Tần số (Hz) / Dòng điện (A) của quạt truyền tải: Giá trị tiêu chuẩn ±10 / Giá trị tiêu chuẩn ±5
12. Phân bố kích thước hạt:
D10 ≥ 0,3 µm, D50: 1,1 ± 0,5 µm, D90 ≤ 10 µm, D99 ≤ 25 µm
VI. Lưu ý vận hành và an toàn

1. Giám sát oxy: Giám sát chặt chẽ hàm lượng oxy trong hệ thống trong quá trình khởi động và vận hành. Nếu nồng độ vượt quá giới hạn, hãy mở van xả khí trơ và van xả khí bằng tay để loại bỏ oxy.
2. Kiểm soát áp suất âm: Duy trì áp suất âm của hệ thống trong khoảng từ -2 đến -6 kPa. Mặc dù thường được điều chỉnh tự động, nhưng nếu điều khiển tự động không đủ, có thể cần điều chỉnh thủ công thông qua các van xả/thải khí.
3. Luồng vật liệu: Theo dõi lưu lượng xả thường xuyên. Sử dụng búa khí nén để hỗ trợ nếu xảy ra hiện tượng tắc nghẽn hoặc dòng chảy kém.
4. Vận hành máy phân loại: Vận hành máy phân loại ở tần số 5-50 Hz. KHÔNG được vượt quá tần số/dòng điện định mức của động cơ. Nghiêm cấm quay ngược chiều.
5. Vận hành bộ cấp liệu: Vận hành bộ cấp liệu bằng vít với tần số trong khoảng 5-50 Hz. KHÔNG được vượt quá tần số/dòng điện định mức của động cơ.
6. Quy trình tắt máy: Sau khi tắt máy, hãy xả hết khí dư ra khỏi máy nén khí và máy sấy khí.
7. Môi trường thiết bị: Nhiệt độ môi trường xung quanh máy nén và máy sấy lạnh không được vượt quá 40°C để đảm bảo tuổi thọ hoạt động.
8. Trong quá trình kiểm tra sản xuất, hãy kiểm tra các đèn báo trên tủ điều khiển điện. Đèn xanh lá cây báo hiệu thiết bị hoạt động bình thường; đèn vàng báo hiệu thiết bị có lỗi, cần kiểm tra và khắc phục lỗi ngay lập tức; đèn đỏ báo hiệu thiết bị bị hỏng, cần dừng hoạt động ngay lập tức để kiểm tra – chỉ được phép tiếp tục vận hành sau khi lỗi được khắc phục. Nghiêm cấm tuyệt đối việc tiếp tục vận hành thiết bị khi đèn báo lỗi màu vàng đang sáng.
9. Tắt máy đúng cách: Trước khi tắt máy, hãy đảm bảo buồng nghiền hoàn toàn trống (thường là 5-20 phút sau khi ngừng cấp liệu). KHÔNG được dừng toàn bộ hệ thống ngay lập tức sau khi ngừng cấp liệu hoặc khi vẫn còn vật liệu trong buồng nghiền. Nếu vẫn còn vật liệu trong buồng nghiền sau khi dừng máy bình thường, cần phải làm sạch hoàn toàn trước khi khởi động lại. Tuyệt đối không được khởi động máy nghiền khi vẫn còn vật liệu bên trong.
Các yếu tố ảnh hưởng đến hiệu quả nghiền

1. Tốc độ cấp liệu: Với cùng một loại vật liệu, tốc độ cấp liệu khác nhau sẽ cho ra độ mịn khác nhau. Khi các điều kiện khác không đổi, tốc độ cấp liệu cao hơn thường cho ra sản phẩm mịn hơn với phân bố kích thước hẹp hơn. Tuy nhiên, tốc độ quá thấp sẽ làm giảm xác suất va chạm giữa các hạt, ảnh hưởng xấu đến độ mịn. Điều chỉnh tốc độ cấp liệu nhằm mục đích đạt được tỷ lệ khí/rắn tối ưu. Khả năng nghiền kém hơn hoặc yêu cầu độ mịn cao hơn đòi hỏi tỷ lệ khí/rắn cao hơn.
2. Áp suất nghiền: Nguyên lý dựa trên việc chuyển đổi năng lượng áp suất chất lỏng thành năng lượng động, tạo ra lực nghiền. Áp suất khí cao hơn làm tăng vận tốc tia phun (mặc dù không tuyến tính, vì hệ số cản tăng lên vượt quá một điểm nhất định), do đó ảnh hưởng đến năng lượng đầu vào.
3. Kích thước vòi phun: Đường kính vòi phun ảnh hưởng đến số lượng hạt được gia tốc và vận tốc cuối cùng của chúng, tác động đến kích thước hạt cuối cùng và độ đồng đều. Nói chung, vòi phun nhỏ hơn làm tăng áp suất, tác động lên ít hạt hơn, tạo ra tốc độ hạt cao hơn, dẫn đến độ đồng đều kém hơn sau va chạm, tạo ra bột mịn hơn nhưng kém đồng nhất hơn, và ngược lại. Để cải thiện độ đồng đều và giảm kích thước hạt lớn (D90, Dmax), việc tăng đường kính vòi phun một cách thích hợp có thể là cần thiết.
4. Nhiệt độ gia công: Nhiệt độ vật liệu thấp sẽ làm giảm đáng kể hiệu quả gia công và năng lực sản xuất. Nếu có thể, nên tăng nhiệt độ trong quá trình gia công để khắc phục hiện tượng này.
5. Ảnh hưởng của áp suất ngược: Áp suất ngược, tức là áp suất tĩnh tại cửa ra của vòi phun bên trong buồng nghiền, ảnh hưởng đến vận tốc dòng khí bên trong vòi phun. Áp suất ngược quá cao sẽ cản trở dòng chảy của vòi phun, làm giảm trực tiếp động năng cần thiết cho quá trình nghiền. Áp suất ngược tăng cao là có hại. Trong sản xuất, sự gia tăng lực cản trong hệ thống thu gom cũng có thể làm tăng áp suất ngược. Đảm bảo áp suất ngược của hệ thống nằm trong phạm vi đã thiết lập (+2 đến +6 kPa) giúp duy trì vận tốc va chạm của hạt cao hơn, tạo điều kiện thuận lợi cho quá trình nghiền hiệu quả.
Bột sử thi
Bột sử thi Công ty chúng tôi chuyên về công nghệ chế biến bột mịn cho ngành khoáng sản, hóa chất, thực phẩm, dược phẩm, v.v. Đội ngũ của chúng tôi có hơn 20 năm kinh nghiệm trong chế biến các loại bột khác nhau và đã từng thiết kế và lắp đặt dây chuyền nghiền khí nén lớn nhất để sản xuất bột barit siêu mịn tại Trung Quốc. Chúng tôi là nhà cung cấp chuyên nghiệp nhất các dự án chế biến bột, đặc biệt là nghiền bột, phân loại bột, phân tán bột, xử lý bề mặt bột và tái chế chất thải. Chúng tôi cung cấp dịch vụ tư vấn, thử nghiệm, thiết kế dự án, máy móc, vận hành thử và đào tạo.

“Thanks for reading. I hope my article helps. Please leave a comment down below. You may also contact EPIC Powder online customer representative Zelda cho bất kỳ yêu cầu thêm nào.”
— Đăng bởi Jason Wang, Kỹ sư cao cấp