At Epic Powder, we understand that the true performance of Lithium Iron Phosphate (LFP) batteries is engineered at the particle level. Our precisely controlled LFP jet milling process transforms sintered material into high-purity powder, achieving the exact particle size distribution and ultra-low moisture content required for superior energy density, safety, and cycle life. This process goes beyond grinding—it integrates classification, drying, and inert gas protection in one efficient system. Whether optimizing for finer D50 or a tighter PSD, understanding LFP jet milling is key to elevating material quality and production consistency. For engineers focused on next-generation battery performance, this is where precision begins.

I. Süreç Hedefi
Sinterlenmiş malzemeyi jet öğütme için hammadde silosuna taşımak, aynı zamanda malzemenin nem içeriğinin ve partikül boyutunun ürün özelliklerine uygun olmasını sağlamak için malzemeyi ısıtmak ve kurutmak.
II. Ana Ekipmanlar
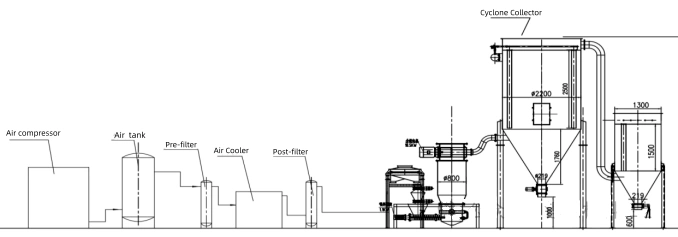
Jet frezeleme sistemi esas olarak şunlardan oluşmaktadır:
Hava kompresörü (hava kaynağı sistemi)
Besleme sistemi
Değirmen ev sahibi
Turbo hava sınıflandırıcı
Deşarj sistemi
Filtre sistemi
Kontrol sistemi
III. Proses Koşulları ve Çalışma Prensibi
Malzeme, yüksek hızlı bir jet ile hızlandırıldığı bir hazneye beslenir. Yoğun parçacık-parçacık ve parçacık-duvar çarpışmaları, sürtünme ve kesme kuvvetleriyle birlikte malzemeyi kırar ve toz haline getirir. Daha sonra entegre bir sınıflandırıcı, öğütülmüş tozu sınıflandırır. Toz toplayıcı, son ürün olarak boyut spesifikasyonuna uyan ince tozu toplarken aynı zamanda havayı da temizler. Sistem, aşırı büyük kaba tozu daha fazla öğütme için öğütme haznesine geri gönderir. Öğütme, sınıflandırma ve taşıma aşamaları boyunca, işlem malzemedeki eser miktardaki nemi kurutur.
IV. Proses Akışı
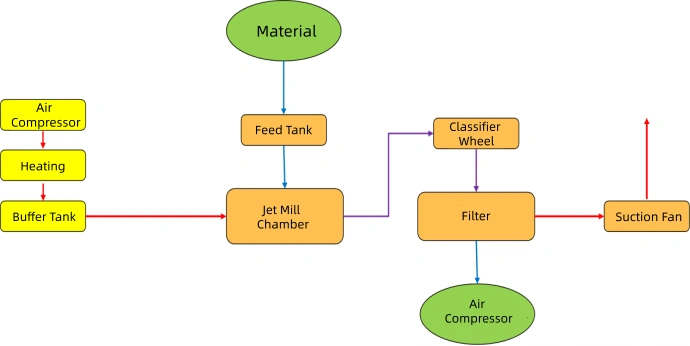
İşlem Adımları: Hammadde Taşıma → Öğütme ve Sınıflandırma → Ürün Taşıma → Boşaltma ve Paketleme
Ham madde, yukarı akış prosesinden pnömatik olarak jet değirmeninin ham madde depolama silosuna taşınır. Daha sonra bir transfer hunisi, tampon hunisi ve döner besleyici aracılığıyla öğütme odasına geçer ve burada yüksek sıcaklıktaki azot ile toz haline getirilir. Nitelikli, öğütülmüş malzeme sınıflandırılır ve ürün toz toplayıcısına gönderilir. Nihai ürün, bir kelebek vana aracılığıyla bir sonraki işleme aşamasına boşaltılır.
V. Kalite Kontrol Noktaları ve Temel Parametreler
1. Sınıflandırıcı Çark Frekansı: Standart değer ±5 Hz
2. Boşaltma Besleyici Frekansı: Standart değer ±5 Hz
3. Oksijen İçeriği: ≤50 ppm
4. Frezeleme Hava Basıncı: Standart değer ±100 kPa
5. Hava Kaynağı Sıcaklığı: 100-120°C
6. Öğütme Havasının Çiğ Noktası: ≤ -20°C
7. Sızdırmazlık Hava Basıncı / Koruma Hava Basıncı: Standart değer ±0,05 MPa
8. Toz Konsantrasyonu (%): 0,2 – 2,4
9. Sınıflandırıcı Çark Akımı: Standart değer ±5 A
10. Filtre Diferansiyel Basıncı (Pa): Standart değer ±200
11. Taşıma Fanı Frekansı (Hz) / Akım (A): Standart değer ±10 / Standart değer ±5
12. Parçacık Boyutu Dağılımı:
D10 ≥ 0,3 µm, D50: 1,1 ± 0,5 µm, D90 ≤ 10 µm, D99 ≤ 25 µm
VI. Kullanım Talimatları ve Güvenlik

1. Oksijen İzleme: Sistem başlatma ve çalışma sırasında oksijen içeriğini sıkı bir şekilde izleyin. Seviyeler limitleri aşarsa, oksijeni uzaklaştırmak için inert gaz tahliye vanasını ve egzoz vanasını manuel olarak açın.
2. Negatif Basınç Kontrolü: Sistem negatif basıncını -2 ile -6 kPa arasında tutun. Genellikle otomatik olarak düzenlenir, ancak otomatik kontrol yetersiz kaldığında tahliye/egzoz vanaları aracılığıyla manuel ayarlama gerekebilir.
3. Malzeme Akışı: Boşaltma akışını düzenli olarak izleyin. Tıkanma veya yetersiz akış meydana gelirse, hava çekiçleri kullanarak yardımcı olun.
4. Sınıflandırıcı Çalıştırma: Sınıflandırıcı frekansını 5-50 Hz aralığında çalıştırın. Nominal frekans/motor akımını AŞMAYIN. Ters yönde dönüş yasaktır.
5. Besleyici Çalıştırma: Vidalı besleyici frekansını 5-50 Hz aralığında çalıştırın. Nominal frekans/motor akımını AŞMAYIN.
6. Kapatma İşlemi: Kapatma işleminden sonra, hava kompresöründen ve kurutucudan kalan gazı tamamen boşaltın.
7. Ekipman Ortamı: Kompresör ve soğutmalı kurutucunun kullanım ömrünü sağlamak için ortam sıcaklığı 40°C'yi geçmemelidir.
8. Üretim kontrolleri sırasında, elektrik kontrol panosundaki gösterge ışıklarını kontrol edin. Yeşil ışık normal ekipman çalışmasını; sarı ışık ekipman alarmını gösterir ve acil inceleme ve alarmın giderilmesini gerektirir; kırmızı ışık ekipman arızasını gösterir ve inceleme için derhal kapatılmasını gerektirir; arıza giderildikten sonra çalışma yeniden başlatılabilir. Sarı alarm ışığı yanarken ekipmanın çalıştırılmasına kesinlikle izin verilmez.
9. Doğru Kapatma: Kapatmadan önce, öğütme haznesinin tamamen boş olduğundan emin olun (genellikle beslemeyi durdurduktan 5-20 dakika sonra). Beslemeyi durdurduktan hemen sonra veya haznede hala malzeme varken tüm sistemi DURDURMAYIN. Normal bir durdurmadan sonra haznede malzeme kalırsa, yeniden çalıştırmadan önce tamamen temizlenmelidir. İçinde malzeme varken asla öğütücüyü çalıştırmayın.
Öğütme Verimliliğini Etkileyen Faktörler

1. Besleme Hızı: Aynı malzeme için farklı besleme hızları farklı incelik sonuçları verir. Diğer koşullar sabitken, daha yüksek bir besleme hızı genellikle daha dar bir boyut dağılımına sahip daha ince bir ürün elde edilmesini sağlar. Bununla birlikte, aşırı düşük bir hız, parçacık çarpışma olasılığını azaltarak inceliği olumsuz etkiler. Besleme hızının ayarlanması, optimum gaz-katı oranını elde etmeyi amaçlar. Daha düşük öğütülebilirlik veya daha yüksek incelik gereksinimleri, daha yüksek bir gaz-katı oranı gerektirir.
2. Öğütme Basıncı: Prensip, akışkan basınç enerjisini öğütme kuvvetini sağlayan kinetik enerjiye dönüştürmeye dayanır. Daha yüksek gaz basıncı, jet hızını artırır (ancak direnç katsayıları belirli bir noktanın ötesinde arttığı için doğrusal olarak değil), böylece enerji girdisini etkiler.
3. Meme Boyutu: Meme çapı, hızlandırılan parçacıkların miktarını ve nihai hızlarını etkileyerek nihai parçacık boyutunu ve homojenliğini etkiler. Genel olarak, daha küçük memeler basıncı artırır, daha az parçacığa etki eder, daha yüksek parçacık hızları sağlar, çarpışmadan sonra daha kötü homojenliğe yol açar, daha ince ancak daha az tutarlı toz üretir ve bunun tersi de geçerlidir. Homojenliği iyileştirmek ve büyük parçacık boyutlarını (D90, Dmax) azaltmak için, meme çapının uygun şekilde artırılması gerekebilir.
4. Öğütme Sıcaklığı: Malzeme sıcaklığının düşük olması, öğütme verimliliğini ve üretim kapasitesini önemli ölçüde azaltır. Bu normal olguyu önlemek için mümkün olduğunca işlem sıcaklığının artırılması önerilir.
5. Geri Basıncın Etkisi: Öğütme haznesinin içindeki nozul çıkışındaki statik basınç olan geri basınç, nozul içindeki gaz akış hızını etkiler. Aşırı geri basınç, nozul akışını engeller ve öğütme için kullanılabilir kinetik enerjiyi doğrudan azaltır. Artan geri basınç zararlıdır. Üretimde, toplama sistemindeki artan direnç de geri basıncı artırabilir. Sistem geri basıncının belirlenen aralıkta (+2 ila +6 kPa) olmasını sağlamak, daha yüksek parçacık çarpma hızlarının korunmasına yardımcı olur ve verimli öğütmeyi destekler.
Epik Toz
Epik Toz Madencilik, kimya, gıda, ilaç vb. sektörler için ince toz işleme teknolojisinde uzmanlaşmış bir firmayız. Ekibimiz, çeşitli toz işleme alanında 20 yılı aşkın deneyime sahiptir ve Çin'deki en büyük ultra ince barit tozu üretim hattı olan Jet Değirmen Hattı'nı tasarlayıp kurmuştur. Toz işleme projelerinde, özellikle toz öğütme, toz sınıflandırma, toz dağıtma, toz yüzey işleme ve atık geri dönüşümü konularında en profesyonel tedarikçiyiz. Danışmanlık, test, proje tasarımı, makineler, devreye alma ve eğitim hizmetleri sunuyoruz.

“Okuduğunuz için teşekkürler. Umarım makalem yardımcı olmuştur. Lütfen aşağıya yorum bırakın. Ayrıca EPIC Powder çevrimiçi müşteri temsilcisiyle de iletişime geçebilirsiniz. Zelda Daha fazla bilgi için bize ulaşın.”
— Gönderen Jason Wang, Kıdemli Mühendis