Chemical powders are among the most demanding materials to process at industrial scale. Unlike mineral or food powders, chemical feedstocks span an enormous range of reactivity. They range from inert inorganic fillers to oxidation-sensitive metal compounds, combustible organic pigments and catalytically active surfaces that degrade on contact with heat or moisture. One-size-fits-all milling equipment simply does not work. So let’s explore how jet milling controls particle size, manages reactivity, and ensures safe chemical powder processing.
At EPIC Powder Machinery, we engineer jet milling systems specifically configured for the challenges of chemical powder processing. This article explains what makes chemical powders uniquely difficult to mill, how the right equipment manages reactivity and explosion risk. It also shows how controlled particle engineering delivers the precise size distributions that downstream processes — coatings, polymer compounding and catalytic reactions. We also cover three high-value application areas in depth: pigments and dyes, flame retardants, and catalyst powders.

Kimyasal Toz İşleme Neden Özel Ekipman Gerektirir?
Toz işleme ekipmanlarının çoğu, kimyasal uygulamalar için geçerli olmayan varsayımlar üzerine tasarlanmıştır. Çekiçli değirmenler ısı üretir. Bilyalı değirmenler metalik kirlenme riski taşır. Islak boncuklu öğütme nem getirir; bu da neme duyarlı bileşikler için felakettir ve katalizörlerin ve elektronik sınıfı malzemelerin saflığını bozan iyonik kirlenme kaynağıdır.
Kimyasal tozlar, standart ekipmanların güvenilir bir şekilde çözemediği dört farklı zorluk sunmaktadır:
- Geniş tepkime aralığı: Aynı üretim tesisi, bir vardiyada inert kalsiyum karbonat, diğer vardiyada ise oksidasyona duyarlı anot malzemesi işleyebilir. Ekipman sabit değil, yapılandırılabilir olmalıdır.
- Yanıcı toz tehlikesi: Birçok organik pigment, karbon bazlı malzeme ve ince kimyasal ara madde düşük minimum tutuşma enerjisine (MIE) ve yüksek alevlenme indeksine (Kst) sahiptir. Patlamaya dayanıklı tasarım ve inert gaz sistemleri olmadan öğütme işlemi ciddi bir güvenlik riski oluşturur.
- Kirlenmeye duyarlılık: Öğütme ortamından kaynaklanan eser miktardaki metal kirliliği, katalitik bölgeleri devre dışı bırakabilir, pigment rengini değiştirebilir veya polimer bozulmasına neden olabilir. Kimyasal sınıf işleme, karbon çeliği değil, seramik, alümina veya silisyum karbürden yapılmış temas yüzeyleri gerektirir.
- Parçacık morfolojisi performansı belirler: Kimyasallar için parçacık boyutu sadece bir kalite parametresi değil, aynı zamanda işlevsel bir parametredir. D50 8 µm'ye kadar öğütülmüş bir alev geciktirici, aynı malzemenin D50 3 µm'de öğütülmüş halinden farklı davranır. Yüzey alanı, reaktivite, dağılabilirlik ve mevzuata uygunluk, parçacık boyutu dağılımının tam olarak doğru ayarlanmasına bağlıdır.
Jet öğütme, tasarımı gereği bu dört zorluğun tümünü ele almaktadır: mekanik ısı üretimi olmaması, ürünle temas eden öğütme ortamının bulunmaması ve inert gaz atmosferleri ve kapalı devre sistemlerle tam uyumluluk.
Önce Güvenlik: Toz Öğütme İşleminde Reaktivite ve Patlama Riskini Yönetme
Birçok kimyasal toz için öğütme aşaması, üretim sürecindeki en yüksek riskli noktadır. Öğütme, parçacık boyutunu küçültür ve yüzey alanını önemli ölçüde artırır; bu da oksidasyonu hızlandırır, tutuşma eşiklerini düşürür ve toz bulutunun tutuşma olasılığını artırır. Proses mühendisleri ve Çevre, Sağlık ve Güvenlik (İSG) yöneticileri, bu riskleri yalnızca tolere eden değil, aktif olarak yöneten ekipmanları belirlemelidir.
Tehlikeyi Anlamak: Yanıcı Tozlar ve Reaktif Tozlar
Kimyasal toz öğütme işleminde iki farklı tehlike kategorisi söz konusudur. Birincisi yanıcı toz: organik pigmentler, karbon siyahları, polimer tozları ve birçok ince kimyasal ara madde, parçacık konsantrasyonu minimum patlayıcı konsantrasyonu (MEC) aşarsa ve bir ateşleme kaynağı mevcutsa patlayıcı toz bulutları oluşturur. NFPA 68, NFPA 654 ve IEC 61241 gibi standartlar, bu malzemeleri işleyen ekipmanlar için tasarım gereksinimlerini düzenler.
İkinci kategori ise reaktif ve oksidasyona duyarlı tozlar: metal tozları (alüminyum, magnezyum, titanyum), lityum pil malzemeleri ve nadir toprak bileşikleri atmosferik oksijenle ekzotermik olarak reaksiyona girer. Ateşleme kaynağı olmasa bile, öğütme sırasında yüzey oksidasyonu ürün saflığını tehlikeye atabilir, verimi düşürebilir ve bazı durumlarda kontrolsüz termal koşullar yaratabilir.
Jet frezeleme bu riskleri nasıl yönetiyor?
Jet değirmenleri, temel çalışma prensipleri ve mühendislik seçeneklerinin bir kombinasyonu yoluyla kimyasal işleme tehlikelerini ele almaktadır:
- Mekanik ısı üretimi yok: Öğütme işlemi basınçlı hava veya gaz ile yapılır. Dönen bıçaklar, çekiçler veya sürtünme ısısı üreten taşlama yüzeyleri yoktur; bu da birincil ateşleme kaynağını ortadan kaldırır.
- İnert gazla arındırma (N₂, Ar, CO₂): Öğütme devresi, işlem boyunca inert bir atmosfer altında temizlenebilir ve muhafaza edilebilir. Bu, reaktif tozların oksidasyonunu önleyebilir ve yanıcı malzemeler için sınırlayıcı oksijen konsantrasyonunun (LOC) altına kadar oksijeni uzaklaştırabilir. EPIC Toz püskürtme değirmenleri, tamamen inert gaz döngüsü çalışması için tasarlanmıştır.
- Patlamaya dayanıklı yapı: Yanıcı toz ortamları için basınç darbelerine dayanıklı gövdelere, statik topraklamaya ve kıvılcım çıkarmayan iç yüzeylere sahip ATEX/IECEx sınıflandırmalı konfigürasyonlar.
- Entegre filtrelemeli kapalı devre deşarj sistemi: Zehirli, kanserojen veya yüksek derecede reaktif tozlar için, entegre torba filtreli veya siklonlu tamamen kapalı sistemler, operatörün maruziyetini sıfıra indirir ve ürünü değirmen girişinden nihai toplama kabına kadar muhafaza eder.
- Basınç tahliye ve söndürme sistemleri: Patlama tahliye panelleri ve kimyasal söndürme sistemleri, saha risk değerlendirmesinin gerektirdiği şekilde entegre edilebilir.
Kimyasal Toz Jet Değirmeni Sipariş Ederken Belirtilmesi Gereken Başlıca Güvenlik Parametreleri
• Malzeme Kst / St sınıfı: Gerekli patlama koruma kategorisini belirler.
• Minimum Ateşleme Enerjisi (MIE): antistatik ve topraklama gereksinimlerini belirler.
• Sınırlayıcı Oksijen Konsantrasyonu (LOC): inert gaz sistemleri için hedef O₂ seviyesini belirler.
• Çalışma sıcaklığı hassasiyeti: Soğutma gereksinimlerini ve gaz sıcaklığı kontrolünü belirler.
• Toksisite / OEL: kapalı devre mi yoksa açık devre mi tasarım kararını etkiler
• Hedef D50 / D97: değirmen tipini ve sınıflandırıcı konfigürasyonunu belirler.
Kontrollü Parçacık Mühendisliği: Hassas Boyut ve Dağılım Elde Etme
Kimyasal üretimde, 'kontrollü parçacık mühendisliği' ifadesi belirli bir anlama gelir: Belirli bir parçacık boyutu dağılımına (D50, D90, D97 ve aralık) tekrarlanabilir şekilde, manuel müdahale veya süreç sapması olmaksızın ulaşabilme yeteneği. Bu sadece bir kalite kontrol gerekliliği değil, aynı zamanda işlevsel bir gerekliliktir.
Kimyasal uygulamalarda parçacık boyutunun neleri kontrol ettiğini düşünün: bir katalizörün reaksiyon hızı, parçacık çapıyla ters orantılı olan mevcut yüzey alanına bağlıdır. Bir pigmentin örtücülük gücü D50'ye bağlıdır. Bir alev geciktiricinin etkinliği, yüzey alanına ve termal olarak ne kadar hızlı bozunduğuna bağlıdır. Parçacık boyutu dağılımındaki küçük bir değişiklik kozmetik bir kusur değil, ürün performansında bir değişikliktir.
Jet Öğütme İşleminde Parçacık Boyutunu Kontrol Eden Parametreler
Jet frezeleme makineleri, çıktı PSD'sini topluca tanımlayan, bağımsız olarak ayarlanabilen bir dizi işlem parametresi sunar:
- Sınıflandırıcı tekerlek hızı: D50 için birincil kontrol kolu. Sınıflandırıcı hızının artırılması, parçacıklar üzerinde etkili olan merkezkaç kuvvetini artırarak daha iri malzemenin daha fazla öğütülmesi için geri dönmesini ve kesme noktasının sıkılaşmasını sağlar. İyi ayarlanmış bir sınıflandırıcı, D50'yi çalışma bazında ±0,3 µm içinde tutabilir.
- Öğütme basıncı ve nozul konfigürasyonu: Daha yüksek sıkıştırılmış gaz basıncı, parçacık hızını ve çarpma enerjisini artırarak D50 ve D97 değerlerini düşürür. Meme geometrisi ve sayısı, taşlama bölgesinin yoğunluğunu ve yönünü belirler.
- Besleme hızı: Sınıflandırma hızı ve öğütme basıncı sabit tutulduğunda, besleme hızının artırılması, tane boyutu dağılımını (PSD) biraz daha kaba hale getirir. Besleme hızının optimize edilmesi, verimlilik ile incelik arasında bir denge sağlar.
- (Akışkan yataklı jet değirmenleri için) Ortam: Akışkan yataklı jet değirmenleri, parçacıklar arası çarpışmayı desteklemek için öğütme ortamı kullanır; bu da daha sert malzemeler için daha ince D97 değerleri ve daha yüksek verim sağlar.
For most chemical applications, a fluidised bed jet mill with integrated dynamic classifier is the preferred configuration — it offers superior fineness control, higher throughput, and lower specific energy consumption than a simple spiral jet mill. EPIC Powder’s engineering team conducts lab-scale trials to optimise these parameters before committing to full production specifications.
Elde Edilebilir Parçacık Boyutu Aralığı
Malzeme sertliğine ve konfigürasyonuna bağlı olarak, jet frezeleme genellikle şu sonuçları verir:
| Değirmen Tipi | Tipik D50 Aralığı | Tipik D97 | En İyisi İçin |
| Spiral jet değirmeni | 1 – 20 µm | < 30 µm | Küçük partiler halinde üretim, Ar-Ge, ısıya duyarlı malzemeler |
| Akışkan yataklı jet değirmeni | 2 – 50 µm | < 10 µm elde edilebilir | Üretim ölçeği, sert malzemeler, sıkı PSD |
| Akışkan yatak + sınıflandırıcı | 1 – 30 µm | < 5 µm elde edilebilir | Yüksek saflık, dar dağıtım gereksinimleri |
Uygulama Örneği 1: Pigmentler ve Boyalar
Parçacık boyutu, pigmentler ve boyalar için diğer kimyasal kategorilere göre tartışmasız daha kritiktir, çünkü nihai ürünün optik özelliklerini doğrudan belirler. Renk yoğunluğu, opaklık, parlaklık ve ton homojenliği, D50'deki değişikliklerle ölçülebilir şekilde değişir - genellikle mikron altı düzeyde.
Organik pigmentler (ftalosiyaninler, kinakridonlar, azo bileşikleri) için hedef D50 değeri tipik olarak 1 ile 5 µm arasında değişir ve üretim partileri arasında renk tutarlılığını sağlamak için dar bir aralıkta tutulur. Titanyum dioksit (TiO₂) ve demir oksitler gibi inorganik pigmentler de benzer hassasiyet gerektirir; yüksek opaklıklı kaplamalar için TiO₂ genellikle D50 0,2–0,4 µm olarak belirtilir; bu aralık yüksek basınçlı jet frezeleme ve sınıflandırma ile elde edilebilir.
Pigmentler için Jet Öğütme Neden Tercih Edilen Yöntemdir?

Jet öğütme teknolojisini, üst düzey uygulamalarda pigment boyut küçültme için baskın teknoloji yapan üç belirgin avantaj vardır:
•Sıfır metalik kirlenme: Çekiçli değirmenler ve bilyalı değirmenler, öğütme yüzeylerinden metal parçacıklarını ürüne karıştırır. Pigmentler için, eser miktarda metal kirliliği (milyonda bir seviyesindeki demir bile) özellikle açık veya beyaz bazlı formülasyonlarda renk tonunu gözle görülür şekilde değiştirir. Jet öğütme, metal yüzeyler ile ürün arasındaki teması tamamen ortadan kaldırır.
•Isıya bağlı renk değişimi yok: Bazı organik pigmentler ısıya duyarlıdır ve yüksek sıcaklıklarda kristal faz geçişlerine veya kısmi bozunmaya uğrayarak renk özelliklerini kalıcı olarak değiştirir. Jet öğütme işlemi sürtünme ısısı üretmez.
•Kuru işlem, dağılabilirliği korur: Islak öğütme ve ardından kurutma işlemi, sıvı buharlaşması sırasında kılcal kuvvet etkisiyle sert topaklar oluşturur. Bu topaklar, son kullanım ortamında (boya, mürekkep, plastik ana karışım) dağılabilirliği azaltır ve ek topak giderme adımları gerektirir. Kuru jet öğütme ise tozu doğal olarak dağılmış halde boşaltır.
Jet öğütme, kaplamalar, baskı mürekkepleri, plastik renklendirme ve kozmetik pigmentler gibi birçok alanda uygulanmaktadır. Özellikle son derece düşük MIE ve yüksek Kst değerlerine sahip bir malzeme olan karbon siyahı öğütme işleminde, EPIC Powder'ın inert gaz döngüsü konfigürasyonları güvenli ve kirlenme içermeyen bir işleme yolu sağlar.
Uygulama Örneği 2: Alev Geciktiriciler
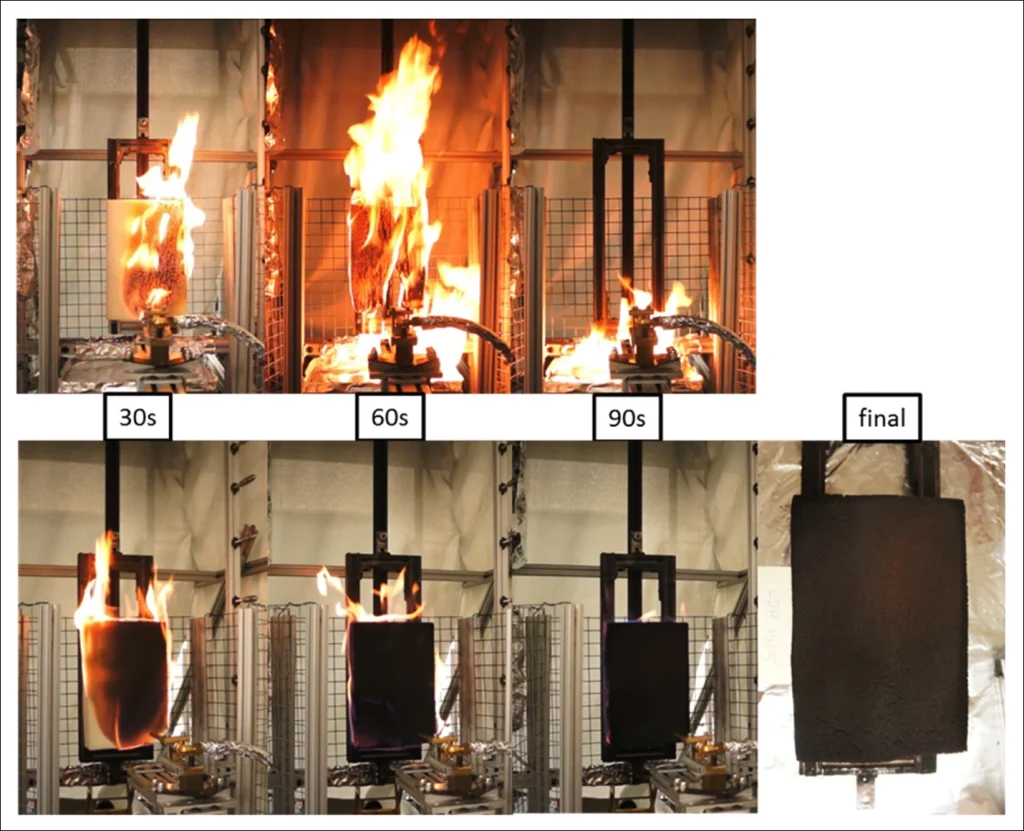
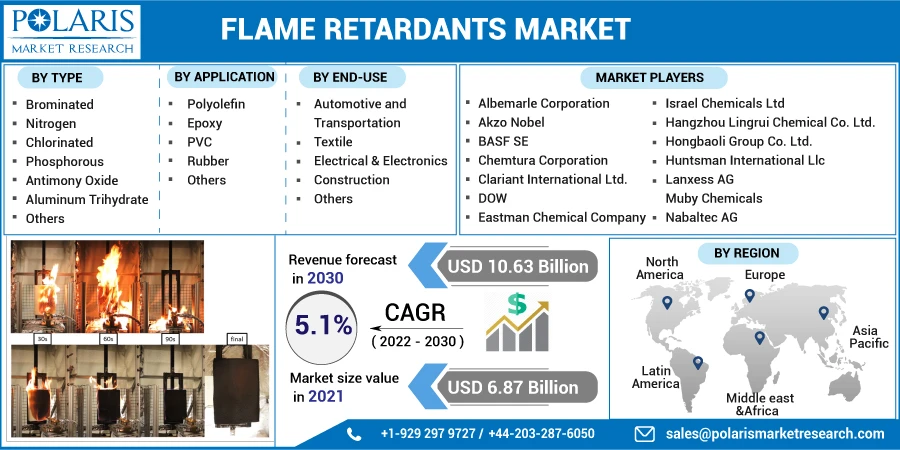
Mineral alev geciktiricilerin etkinliği öncelikle yüzey alanına bağlıdır. Yüzey alanı ise parçacık boyutuna bağlıdır. En yaygın kullanılan halojen içermeyen iki alev geciktirici olan alüminyum trihidrat (ATH) ve magnezyum hidroksit (Mg(OH)₂), endotermik ayrışma yoluyla çalışır. Isıyı emerler ve su buharı salarak yanıcı gazları seyreltir ve polimer matrisini soğuturlar. Bu ayrışma ne kadar hızlı gerçekleşirse, koruma o kadar etkili olur. Ayrışma hızı yüzey alanı ile artar, bu da daha küçük parçacıkların daha iyi performans gösterdiği anlamına gelir.
Polimer uygulamaları (kablo bileşikleri, kauçuk, termoplastik levhalar) için, ATH ve Mg(OH)₂ genellikle D50 2–8 µm, D97 < 20 µm aralığında belirtilir; bu, bileşik oluşturma ve ekstrüzyon sırasında işleme sorunlarını önlemek içindir. Daha iri parçacıklar mekanik özellikleri azaltır ve bitmiş profillerde yüzey kusurlarına neden olur.
Alev Geciktirici Tozların İşlenmesinde Karşılaşılan Zorluklar
ATH ve Mg(OH)₂ orta derecede sert ve oldukça aşındırıcıdır. Bu kombinasyon, geleneksel değirmenlerde aşınmayı hızlandırır ve ürünün değirmen malzemesiyle kirlenmesi riskini artırır. Alev geciktiricilerde metal kirlenmesi özellikle sorunludur çünkü eser miktardaki demir veya krom, işleme sıcaklıklarında polimer bozulmasını katalize ederek, bitmiş bileşiğin hem mekanik özelliklerini hem de yangın performansını tehlikeye atabilir.
Seramik veya silisyum karbür kaplı öğütme haznelerine sahip jet öğütme, aşındırıcı aşınmayı doğrudan ele alır. Öğütme bölgesinde metal yüzey bulunmadığından, uzun üretim süreçlerinde aşınma oranları ihmal edilebilir düzeydedir ve ürün saflığı korunur. Ek olarak, kapalı devre kuru işlem, sonraki aşama kurutma ihtiyacını ortadan kaldırır; bu önemlidir çünkü ATH, püskürtmeli kurutmanın yaklaşabileceği bir sıcaklık olan 180°C'nin üzerinde hidroksil gruplarını kaybetmeye başlar.
İlgili yangın performansı test standartları (UL 94, IEC 60695, EN 45545), alev geciktirici parçacık boyutu ve dağılımıyla ilişkili minimum gereksinimleri belirler. Jet frezeleme yöntemiyle elde edilen tutarlı parçacık boyutu dağılımı, doğrudan tutarlı test sonuçlarına dönüşerek sertifikasyon riskini azaltır.
Uygulama Örneği 3: Katalizör Tozları
Katalizör tozları için parçacık boyutu ve yüzey alanı kalite parametreleri değil, birincil performans değişkenleridir. Bir katalizörün BET yüzey alanı, parçacık boyutuyla ters orantılıdır: D50'yi yarıya indirirseniz, malzeme başına kullanılabilir katalitik yüzey alanını yaklaşık olarak iki katına çıkarırsınız; bu da reaksiyon hızlarını, dönüşüm verimliliğini ve katalizör kullanımını artırır.
Common catalyst materials processed by jet milling include zeolites (used in petroleum refining and petrochemicals), metal oxides such as TiO₂ (photocatalysis), Al₂O₃ and ZnO (industrial synthesis), and precious metal-on-support systems. In each case, the challenge is achieving the target particle size without deactivating the catalytic surface.
Katalizör İşlemesinin Neden Olağanüstü Özen Gerektirdiği
Katalitik aktivite, geleneksel değirmenlerin oluşturduğu koşullar nedeniyle kolayca yok olur:
- Sıcaklık: Öğütme sırasında yükselen sıcaklıklar, katalizör yüzeylerini sinterleyebilir, zeolitlerdeki gözenek yapılarını çökertebilir ve metal oksitlerde istenmeyen faz geçişlerine (örneğin, TiO₂'de anatazdan rutile) neden olarak katalitik aktiviteyi kalıcı olarak azaltabilir.
- Kirlenme: Öğütme ortamından kaynaklanan metal izleri, aktif katalitik bölgelerle rekabet eder veya katalizör zehiri görevi görür. Değerli metal katalizör sistemlerinde, milyarda bir oranındaki kirlilik seviyeleri bile önemlidir.
- Atmosferik maruziyet: Birçok katalizör öncüsü ve indirgenmiş metal katalizör havaya karşı hassastır. Açık bir sistemde işleme, kullanımdan önce önemli enerji ve maliyetle tersine çevrilmesi gereken yüzey oksidasyonuna neden olur.
Jet öğütme, üç riski de aynı anda ortadan kaldırır: ısı üretimi yok, metal teması yok ve inert gaz atmosferleriyle tam uyumluluk. EPIC Powder'ın kapalı devre inert gaz sistemleri, öğütme devresi boyunca oksijen seviyelerini 100 ppm'nin altında tutarak, piroforik katalizör öncülleri için bile uygun bir işleme ortamı sağlar.
Katalizör uygulamaları için tipik parçacık boyutu hedefleri, destekli katalizörler ve taşıyıcı tozlar için D50 2–20 µm'den, yüksek yüzey alanlı aktif fazlar için D50 < 5 µm'ye kadar değişmektedir. Sıkı D97 kontrolü de aynı derecede önemlidir; aşırı büyük parçacıklar, sabit yataklı reaktörlerde yatak paketleme homojenliğini azaltır ve akışkan yataklı uygulamalarda kanal oluşumuna neden olur.
Kimyasal Tozlar İçin Doğru Jet Değirmeni Konfigürasyonunu Seçme
Kimyasal toz uygulamaları için doğru jet değirmeni konfigürasyonunu seçmek, malzemenin özelliklerini ve işleme gereksinimlerini mevcut mühendislik seçenekleriyle eşleştirmeyi gerektirir. Aşağıdaki çerçeve, en kritik karar noktalarını kapsamaktadır:
| Gereklilik | Önerilen Yapılandırma |
| Yanıcı tozlar (St 1–2, organik pigmentler, karbon siyahı) | ATEX/IECEx onaylı değirmen + inert gaz tahliyesi + patlama tahliye havalandırması |
| Oksidasyona duyarlı tozlar (metal tozları, pil malzemeleri) | Kapalı inert gaz devresi (N₂ veya Ar) + oksijen izleme + inert deşarj sistemi |
| Zehirli veya kanserojen madde | Entegre torba filtreli ve eldivenli transfer sistemli, tamamen sızdırmaz kapalı devre sistem. |
| Hedef D50 < 5 µm, dar PSD ile. | Dinamik hava sınıflandırıcılı akışkan yataklı jet değirmeni |
| Hedef D50 5–30 µm, orta düzeyde verim | Sınıflandırıcı içermeyen spiral jet değirmeni veya akışkan yataklı değirmen |
| Aşındırıcı malzeme (ATH, Mg(OH)₂, TiO₂) | Silisyum karbür veya alümina kaplı taşlama haznesi |
| Yüksek saflık gereksinimi (katalizörler, elektronik sınıfı) | Seramik kaplı değirmen + inert gaz + kapalı tahliye |
| Laboratuvar ölçekli geliştirme / süreç optimizasyonu | EPIC laboratuvar ölçekli jet değirmeni denemesi — D50 sonuçları doğrudan üretim ölçeğine aktarıldı |
Bu konfigürasyonlar birbirini dışlamaz; birçok kimyasal toz uygulaması, özelliklerin bir kombinasyonunu gerektirir. EPIC Powder Machinery'nin mühendislik ekibi, ilk spesifikasyondan laboratuvar denemelerine ve ölçeklendirmeye kadar proses mühendisleriyle birlikte çalışarak, nihai sistemin malzemeye, hedef parçacık boyutu dağılımına ve saha güvenlik gereksinimlerine tam olarak uymasını sağlar.

Kimyasal Toz İşleme Süreciniz Hakkında Uzman Tavsiyesi Alın
Her kimyasal toz uygulaması farklıdır; doğru değirmen konfigürasyonu, kullandığınız malzemeye, hedef partikül boyutuna ve tesis güvenlik gereksinimlerinize bağlıdır. EPIC Powder Machinery'deki mühendislik ekibimiz, bu süreci ilk denemede doğru bir şekilde gerçekleştirebilmek için gerekli bilgi birikimine sahiptir.
Üretim ekipmanına geçmeden önce partikül boyutu performansını ve sistem tasarımını doğrulayabilmeniz için ücretsiz süreç danışmanlığı ve laboratuvar ölçekli öğütme denemeleri sunuyoruz.
→ Ücretsiz Danışmanlık Talep Edin www.jet-mills.com/contact
→ Jet Freze Ürün Yelpazemizi Keşfedin www.jet-mills.com

Sıkça Sorulan Sorular
Reaktif veya yanıcı kimyasal tozları öğütmenin en güvenli yolu nedir?
En güvenli yaklaşım, ekipman tasarımını proses mühendisliğiyle birleştirir. Jet değirmenleri, geleneksel değirmenlerdeki birincil tutuşma kaynağı olan mekanik ısı üretimini ortadan kaldırır ve oksijeni sınırlayıcı oksijen konsantrasyonunun (LOC) altına düşürerek yanıcı tozların tutuşmasını önlemek için inert gaz (nitrojen veya argon) ile donatılabilir. ATEX Bölge 20/21 ortamları için, basınca dayanıklı gövdeler ve kapalı devre boşaltma sistemleri, operatör güvenliğini ve mevzuata uygunluğu sağlar. EPIC Powder Machinery, yanıcı ve reaktif kimyasal tozlar için tamamen ATEX/IECEx onaylı jet değirmen sistemleri sunmaktadır.
Jet öğütme yöntemi, kimyasal uygulamalar için hassas parçacık boyutu kontrolünü nasıl sağlar?
Jet değirmenleri, parçacıkları yüksek hıza ivmelendirmek için sıkıştırılmış gaz kullanır ve bu da parçacıkların birbirine çarpması yoluyla boyut küçültülmesine neden olur. Çıktı parçacık boyutu dağılımı, sınıflandırıcı çark hızının (birincil D50 kontrol kolu), öğütme basıncının ve besleme hızının ayarlanmasıyla kontrol edilir. Dinamik sınıflandırıcıya sahip iyi ayarlanmış bir akışkan yataklı jet değirmeni, konfigürasyona bağlı olarak D50'yi ±0,3 µm içinde tutabilir ve D50'yi 1 µm'den 50 µm'nin üzerine kadar dağılımlar elde edebilir. EPIC Powder, üretim ölçeğine geçmeden önce optimum parametre setini belirlemek için laboratuvar ölçekli denemeler yürütmektedir.
ATH ve magnezyum hidroksit gibi alev geciktiriciler için hangi partikül boyutu önerilir?
Çoğu polimer bileşik uygulaması için (kablo izolasyonu, kauçuk levha, termoplastik profiller) alüminyum trihidrat (ATH) ve magnezyum hidroksit, D50 2–8 µm ve D97 20 µm'nin altında olacak şekilde belirtilir. Daha ince parçacıklar daha fazla yüzey alanı sağlar, bu da daha hızlı endotermik ayrışmaya ve daha etkili alev söndürmeye yol açar. Bununla birlikte, aşırı ince parçacıklar bileşiğin viskozitesini artırabilir ve mekanik özelliklerini azaltabilir. Optimal spesifikasyon, polimer matrisine ve hedef yangın testi standardına (UL 94, IEC 60695, EN 45545) bağlıdır.
Jet değirmenleri, aktif yüzeyi kirletmeden katalizör tozlarını işleyebilir mi?
Evet, bu, üreticilerin katalizör işleme için jet öğütmeyi tercih etmelerinin başlıca nedenlerinden biridir. Parçacıkların birbirine çarpmasıyla öğütme gerçekleştiği ve metal öğütme yüzeyleriyle temas olmadığı için, öğütme işlemi sırasında metalik kirlenme olmaz. Seramik veya silisyum karbür kaplı öğütme hazneleri ve inert gaz atmosferleriyle birleştirildiğinde, jet öğütme, katalitik olarak aktif malzemelerin saflığını ve yüzey kimyasını korur. Zeolitler, metal oksitler ve değerli metal destekli katalizörler, jet öğütme kullanılarak rutin olarak işlenir.
Kimyasal uygulamalar için spiral jet değirmeni ile akışkan yataklı jet değirmeni arasındaki fark nedir?
Spiral jet değirmeni, spiral bir akışın parçacıkları hızlandırdığı dairesel bir öğütme haznesi kullanır. Santrifüj kuvveti, parçacıkları doğal olarak sınıflandırır. Gaz, daha iri parçacıkları dış öğütme bölgesinde tutarken, ince parçacıkları merkezi bir çıkıştan dışarı atar. Üreticiler bunu küçük partiler, Ar-Ge çalışmaları ve ısıya duyarlı malzemeler için tercih eder. Akışkan yataklı jet değirmeni, yüksek enerjili akışkan bir öğütme bölgesi oluşturmak için zıt gaz jetleri kullanır. Hassas ve bağımsız parçacık boyutu dağılımı (PSD) kontrolü sağlayan ayarlanabilir dinamik bir sınıflandırıcı ile birleştirilmiştir. Tutarlı D50 ve sıkı D97 gerektiren üretim ölçekli kimyasal toz işleme için, entegre sınıflandırıcıya sahip akışkan yataklı jet değirmeni tercih edilen konfigürasyondur.

“Okuduğunuz için teşekkürler. Umarım makalem yardımcı olmuştur. Lütfen aşağıya yorum bırakın. Ayrıca EPIC Powder çevrimiçi müşteri temsilcisiyle de iletişime geçebilirsiniz. Zelda Daha fazla bilgi için bize ulaşın.”
— Emily Chen, Mühendis