At Epic Powder, we understand that the true performance of Lithium Iron Phosphate (LFP) batteries is engineered at the particle level. Our precisely controlled LFP jet milling process transforms sintered material into high-purity powder, achieving the exact particle size distribution and ultra-low moisture content required for superior energy density, safety, and cycle life. This process goes beyond grinding—it integrates classification, drying, and inert gas protection in one efficient system. Whether optimizing for finer D50 or a tighter PSD, understanding LFP jet milling is key to elevating material quality and production consistency. For engineers focused on next-generation battery performance, this is where precision begins.

I. วัตถุประสงค์ของกระบวนการ
เพื่อลำเลียงวัสดุเผาผนึกไปยังไซโลวัตถุดิบสำหรับการบดด้วยเจ็ทมิลล์ พร้อมทั้งให้ความร้อนและอบแห้งวัสดุไปพร้อมกัน เพื่อให้มั่นใจว่าปริมาณความชื้นและขนาดอนุภาคเป็นไปตามข้อกำหนดของผลิตภัณฑ์.
II. อุปกรณ์หลัก
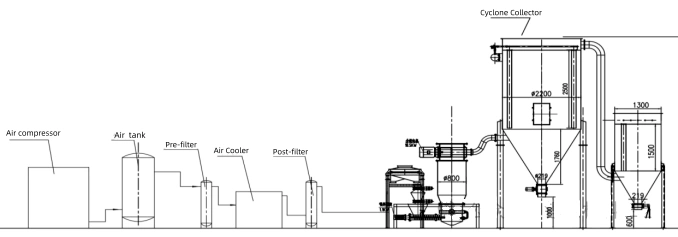
ระบบการกัดด้วยเจ็ทประกอบด้วยส่วนประกอบหลักดังต่อไปนี้:
เครื่องอัดอากาศ (ระบบจ่ายอากาศ)
ระบบการให้อาหาร
เจ้าภาพโรงสี
เครื่องแยกอากาศเทอร์โบ
ระบบระบายน้ำ
ระบบกรอง
ระบบควบคุม
III. เงื่อนไขกระบวนการและหลักการทำงาน
วัสดุจะถูกป้อนเข้าไปในห้องบดซึ่งจะถูกเร่งความเร็วด้วยเจ็ทความเร็วสูง การชนกันอย่างรุนแรงระหว่างอนุภาคและอนุภาคกับผนัง รวมถึงแรงเสียดทานและแรงเฉือน จะทำให้วัสดุแตกและละเอียดเป็นผง จากนั้นเครื่องคัดแยกขนาดในตัวจะทำการคัดแยกผงที่บดแล้ว เครื่องดักฝุ่นจะเก็บผงละเอียดที่มีขนาดตรงตามข้อกำหนดเป็นผลิตภัณฑ์ขั้นสุดท้าย พร้อมทั้งฟอกอากาศไปพร้อมกัน ระบบจะส่งผงหยาบขนาดใหญ่เกินไปกลับไปยังห้องบดเพื่อบดต่อไป ตลอดขั้นตอนการบด การคัดแยก และการลำเลียง กระบวนการนี้จะทำให้ความชื้นเล็กน้อยในวัสดุแห้งไป.
IV. แผนผังกระบวนการ
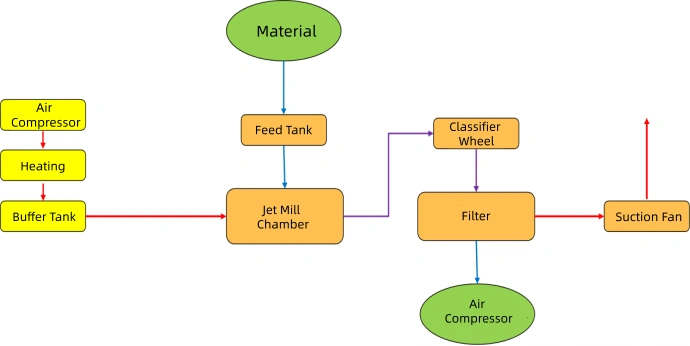
ขั้นตอนการดำเนินการ: การลำเลียงวัตถุดิบ → การบดและการคัดแยก → การลำเลียงผลิตภัณฑ์ → การขนถ่ายและบรรจุภัณฑ์
วัตถุดิบจะถูกลำเลียงด้วยระบบลมจากกระบวนการต้นน้ำไปยังไซโลเก็บวัตถุดิบของเครื่องบดแบบเจ็ท จากนั้นจะผ่านไปยังถังพักส่ง ถังพักชั่วคราว และเครื่องป้อนแบบหมุนเข้าสู่ห้องบด ซึ่งจะถูกบดให้ละเอียดด้วยไนโตรเจนอุณหภูมิสูง วัตถุดิบที่บดแล้วและได้คุณภาพจะถูกคัดแยกและส่งไปยังเครื่องดักฝุ่นผลิตภัณฑ์ ผลิตภัณฑ์ขั้นสุดท้ายจะถูกปล่อยออกทางวาล์วผีเสื้อไปยังขั้นตอนการแปรรูปถัดไป.
V. จุดควบคุมคุณภาพและพารามิเตอร์สำคัญ
1. ความถี่ของล้อจำแนกประเภท: ค่ามาตรฐาน ±5 เฮิรตซ์
2. ความถี่การจ่ายวัสดุ: ค่ามาตรฐาน ±5 เฮิรตซ์
3. ปริมาณออกซิเจน: ≤50 ppm
4. แรงดันลมในการกัด: ค่ามาตรฐาน ±100 kPa
5. อุณหภูมิแหล่งอากาศ: 100-120°C
6. จุดน้ำค้างของอากาศที่ใช้ในการบด: ≤ -20°C
7. แรงดันลมซีล / แรงดันลมป้องกัน: ค่ามาตรฐาน ±0.05 MPa
8. ความเข้มข้นของผง (%): 0.2 – 2.4
9. กระแสไฟฟ้าของล้อจำแนกประเภท: ค่ามาตรฐาน ±5 A
10. แรงดันแตกต่างของตัวกรอง (Pa): ค่ามาตรฐาน ±200
11. ความถี่ (เฮิร์ตซ์) / กระแสไฟฟ้า (แอมป์): ค่ามาตรฐาน ±10 / ค่ามาตรฐาน ±5
12. การกระจายขนาดอนุภาค:
D10 ≥ 0.3 µm, D50: 1.1 ± 0.5 µm, D90 ≤ 10 µm, D99 ≤ 25 µm
VI. หมายเหตุการใช้งานและความปลอดภัย

1. การตรวจสอบปริมาณออกซิเจน: ตรวจสอบปริมาณออกซิเจนในระบบอย่างเคร่งครัดระหว่างการเริ่มต้นและการทำงาน หากระดับเกินขีดจำกัด ให้เปิดวาล์วไล่ก๊าซเฉื่อยและวาล์วระบายอากาศด้วยตนเองเพื่อไล่ออกซิเจนออก.
2. การควบคุมแรงดันลบ: รักษาแรงดันลบของระบบให้อยู่ระหว่าง -2 ถึง -6 กิโลปาสคาล โดยปกติแล้วระบบจะควบคุมอัตโนมัติ แต่หากการควบคุมอัตโนมัติไม่เพียงพอ อาจจำเป็นต้องปรับด้วยตนเองผ่านวาล์วระบายอากาศ/วาล์วปล่อยไอเสีย.
3. การไหลของวัสดุ: ตรวจสอบการไหลของวัสดุที่ปล่อยออกมาอย่างสม่ำเสมอ ใช้ค้อนลมช่วยหากเกิดการอุดตันหรือการไหลไม่ดี.
4. การทำงานของเครื่องคัดแยก: ใช้งานเครื่องคัดแยกด้วยความถี่ 5-50 เฮิรตซ์ ห้ามใช้ความถี่/กระแสไฟฟ้าเกินพิกัด และห้ามหมุนย้อนกลับ.
5. การทำงานของเครื่องป้อน: ควบคุมความถี่การทำงานของเครื่องป้อนสกรูให้อยู่ในช่วง 5-50 เฮิรตซ์ ห้ามใช้ความถี่/กระแสไฟฟ้าเกินกว่าที่กำหนด.
6. ขั้นตอนการปิดเครื่อง: หลังจากปิดเครื่องแล้ว ให้ไล่ก๊าซที่ตกค้างออกจากเครื่องอัดอากาศและเครื่องอบแห้งให้หมด.
7. สภาพแวดล้อมของอุปกรณ์: อุณหภูมิแวดล้อมสำหรับคอมเพรสเซอร์และเครื่องอบแห้งแบบทำความเย็นต้องไม่เกิน 40°C เพื่อยืดอายุการใช้งาน.
8. ระหว่างการตรวจสอบการผลิต ให้ตรวจสอบไฟแสดงสถานะบนตู้ควบคุมไฟฟ้า ไฟสีเขียวแสดงว่าอุปกรณ์ทำงานปกติ ไฟสีเหลืองแสดงว่าอุปกรณ์มีสัญญาณเตือน ซึ่งต้องตรวจสอบและแก้ไขสัญญาณเตือนทันที ไฟสีแดงแสดงว่าอุปกรณ์ขัดข้อง ซึ่งต้องปิดเครื่องเพื่อตรวจสอบทันที การทำงานจะกลับมาดำเนินการต่อได้ก็ต่อเมื่อแก้ไขข้อผิดพลาดแล้วเท่านั้น ห้ามมิให้ใช้งานอุปกรณ์ต่อไปเมื่อไฟสัญญาณเตือนสีเหลืองติดอยู่.
9. การปิดระบบอย่างถูกต้อง: ก่อนปิดระบบ ตรวจสอบให้แน่ใจว่าห้องบดว่างเปล่าโดยสมบูรณ์ (โดยทั่วไป 5-20 นาทีหลังจากหยุดการป้อนวัสดุ) ห้ามหยุดระบบทั้งหมดทันทีหลังจากหยุดการป้อนวัสดุ หรือในขณะที่ยังมีวัสดุเหลืออยู่ในห้องบด หากมีวัสดุเหลืออยู่ในห้องบดหลังจากหยุดการทำงานตามปกติ จะต้องทำความสะอาดให้หมดก่อนเริ่มการทำงานใหม่ ห้ามเริ่มการทำงานของเครื่องบดในขณะที่ยังมีวัสดุอยู่ภายใน.
ปัจจัยที่มีผลต่อประสิทธิภาพการบด

1. อัตราการป้อน: สำหรับวัสดุชนิดเดียวกัน อัตราการป้อนที่แตกต่างกันจะส่งผลให้ความละเอียดแตกต่างกัน โดยทั่วไปแล้ว หากเงื่อนไขอื่นๆ คงที่ อัตราการป้อนที่สูงขึ้นจะให้ผลิตภัณฑ์ที่ละเอียดกว่าและมีการกระจายขนาดที่แคบกว่า อย่างไรก็ตาม อัตราการป้อนที่ต่ำเกินไปจะลดโอกาสการชนกันของอนุภาค ซึ่งส่งผลเสียต่อความละเอียด การปรับอัตราการป้อนมีเป้าหมายเพื่อให้ได้อัตราส่วนก๊าซต่อของแข็งที่เหมาะสมที่สุด ความสามารถในการบดที่ต่ำลงหรือความต้องการความละเอียดที่สูงขึ้นจะต้องการอัตราส่วนก๊าซต่อของแข็งที่สูงขึ้น.
2. แรงดันในการบด: หลักการนี้อาศัยการแปลงพลังงานจากแรงดันของของเหลวให้เป็นพลังงานจลน์ ซึ่งเป็นแรงในการบด แรงดันแก๊สที่สูงขึ้นจะเพิ่มความเร็วของเจ็ท (แม้ว่าจะไม่เพิ่มขึ้นแบบเชิงเส้น เนื่องจากค่าสัมประสิทธิ์ความต้านทานจะเพิ่มขึ้นเกินจุดหนึ่ง) จึงส่งผลต่อพลังงานที่ป้อนเข้าไป.
3. ขนาดหัวฉีด: เส้นผ่านศูนย์กลางของหัวฉีดส่งผลต่อปริมาณอนุภาคที่ถูกเร่งความเร็วและความเร็วสุดท้ายของอนุภาค ซึ่งส่งผลต่อขนาดและความสม่ำเสมอของอนุภาคในขั้นสุดท้าย โดยทั่วไป หัวฉีดขนาดเล็กจะเพิ่มแรงดัน ทำงานกับอนุภาคจำนวนน้อยลง ทำให้ได้ความเร็วอนุภาคสูงขึ้น ส่งผลให้ความสม่ำเสมอหลังการชนลดลง ผลิตผงละเอียดแต่ไม่สม่ำเสมอ และในทางกลับกัน เพื่อปรับปรุงความสม่ำเสมอและลดขนาดอนุภาคขนาดใหญ่ (D90, Dmax) อาจจำเป็นต้องเพิ่มเส้นผ่านศูนย์กลางของหัวฉีดให้เหมาะสม.
4. อุณหภูมิในการบด: อุณหภูมิของวัสดุที่ต่ำลงจะลดประสิทธิภาพการบดและกำลังการผลิตลงอย่างมาก หากเป็นไปได้ แนะนำให้เพิ่มอุณหภูมิในกระบวนการเพื่อแก้ไขปรากฏการณ์ปกติเช่นนี้.
5. อิทธิพลของแรงดันย้อนกลับ: แรงดันย้อนกลับ ซึ่งเป็นแรงดันสถิตที่ทางออกของหัวฉีดภายในห้องบด มีผลต่อความเร็วการไหลของก๊าซภายในหัวฉีด แรงดันย้อนกลับที่มากเกินไปจะขัดขวางการไหลของหัวฉีด ทำให้พลังงานจลน์ที่ใช้ในการบดลดลงโดยตรง แรงดันย้อนกลับที่เพิ่มขึ้นเป็นสิ่งที่ไม่พึงประสงค์ ในกระบวนการผลิต ความต้านทานที่เพิ่มขึ้นในระบบรวบรวมอาจทำให้แรงดันย้อนกลับเพิ่มขึ้นได้เช่นกัน การตรวจสอบให้แน่ใจว่าแรงดันย้อนกลับของระบบอยู่ในช่วงที่กำหนด (+2 ถึง +6 kPa) จะช่วยรักษาความเร็วในการกระทบของอนุภาคให้สูงขึ้น ซึ่งเอื้อต่อการบดที่มีประสิทธิภาพ.
ผงมหากาพย์
ผงมหากาพย์ บริษัทของเรามีความเชี่ยวชาญด้านเทคโนโลยีการแปรรูปผงละเอียดสำหรับอุตสาหกรรมแร่ อุตสาหกรรมเคมี อุตสาหกรรมอาหาร อุตสาหกรรมยา และอื่นๆ ทีมงานของเรามีประสบการณ์มากกว่า 20 ปีในการแปรรูปผงชนิดต่างๆ และเคยออกแบบและติดตั้งสายการผลิตผงแบไรต์ละเอียดพิเศษด้วยเครื่องบดเจ็ทขนาดใหญ่ที่สุดในประเทศจีน เราเป็นผู้จัดจำหน่ายโครงการแปรรูปผงที่มืออาชีพที่สุด โดยเฉพาะอย่างยิ่งการบดผง การคัดแยกผง การกระจายผง การปรับสภาพพื้นผิวผง และการรีไซเคิลของเสีย เราให้บริการด้านการให้คำปรึกษา การทดสอบ การออกแบบโครงการ เครื่องจักร การติดตั้งใช้งาน และการฝึกอบรม.

“Thanks for reading. I hope my article helps. Please leave a comment down below. You may also contact EPIC Powder online customer representative เซลดา หากต้องการสอบถามเพิ่มเติม”
— โพสต์โดย เจสัน หว่อง, วิศวกรอาวุโส