At Epic Powder, we understand that the true performance of Lithium Iron Phosphate (LFP) batteries is engineered at the particle level. Our precisely controlled LFP jet milling process transforms sintered material into high-purity powder, achieving the exact particle size distribution and ultra-low moisture content required for superior energy density, safety, and cycle life. This process goes beyond grinding—it integrates classification, drying, and inert gas protection in one efficient system. Whether optimizing for finer D50 or a tighter PSD, understanding LFP jet milling is key to elevating material quality and production consistency. For engineers focused on next-generation battery performance, this is where precision begins.

I. Цель процесса
Транспортировка спеченного материала в бункер для сырья для струйного измельчения с одновременным нагревом и сушкой материала для обеспечения соответствия содержания влаги и размера частиц техническим характеристикам продукта.
II. Основное оборудование
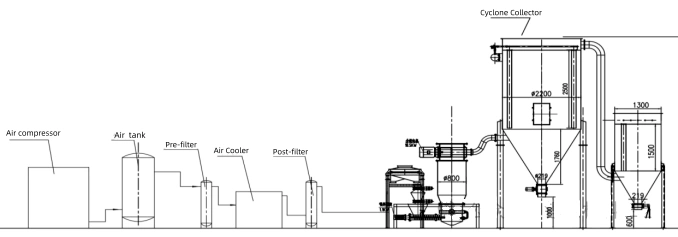
Система струйной обработки состоит, главным образом, из:
Воздушный компрессор (система подачи воздуха)
Система подачи
Мельничный хозяин
Турбовоздушный классификатор
Система сброса
Система фильтрации
система управления
III. Условия процесса и принцип работы
Материал подается в камеру, где он ускоряется высокоскоростной струей. Интенсивные столкновения частиц друг с другом и со стенками, а также силы трения и сдвига разрушают и измельчают материал. Затем встроенный классификатор классифицирует измельченный порошок. Пылесборник собирает мелкий порошок, соответствующий заданным размерам, в качестве конечного продукта, одновременно очищая воздух. Система возвращает крупнозернистый порошок обратно в камеру измельчения для дальнейшего помола. На протяжении всех этапов измельчения, классификации и транспортировки процесс удаляет следы влаги из материала.
IV. Технологический процесс
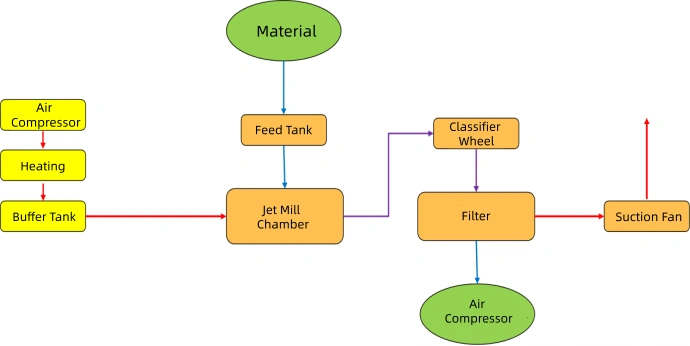
Этапы процесса: Транспортировка сырья → Измельчение и классификация → Транспортировка готовой продукции → Выгрузка и упаковка
Сырье пневматически транспортируется из предшествующего технологического процесса в бункер для хранения сырья струйной мельницы. Затем оно проходит через перегрузочный бункер, буферный бункер и вращающийся питатель в камеру измельчения, где измельчается высокотемпературным азотом. Измельченный материал, соответствующий требованиям, классифицируется и направляется в пылесборник готовой продукции. Конечный продукт выгружается через поворотный затвор на следующий этап обработки.
V. Контрольные точки качества и ключевые параметры
1. Частота вращения классификатора: стандартное значение ±5 Гц
2. Частота подачи сырья: стандартное значение ±5 Гц
3. Содержание кислорода: ≤50 ppm
4. Давление воздуха для фрезерования: Стандартное значение ±100 кПа
5. Температура воздуха-источника: 100-120°C
6. Точка росы воздуха для фрезерования: ≤ -20°C
7. Давление герметизирующего воздуха / Давление защитного воздуха: Стандартное значение ±0,05 МПа
8. Концентрация порошка (%): 0,2 – 2,4
9. Ток классификационного колеса: стандартное значение ±5 А
10. Дифференциальное давление фильтра (Па): Стандартное значение ±200
11. Частота вращения вентилятора (Гц) / Ток (А): Стандартное значение ±10 / Стандартное значение ±5
12. Распределение частиц по размерам:
D10 ≥ 0,3 мкм, D50: 1,1 ± 0,5 мкм, D90 ≤ 10 мкм, D99 ≤ 25 мкм
VI. Эксплуатационные примечания и правила техники безопасности

1. Контроль содержания кислорода: Строго контролируйте содержание кислорода в системе во время запуска и работы. Если уровень превышает допустимые значения, вручную откройте клапан продувки инертным газом и выпускной клапан для удаления кислорода.
2. Регулирование отрицательного давления: Поддерживайте отрицательное давление в системе в диапазоне от -2 до -6 кПа. Хотя обычно оно регулируется автоматически, при недостаточном автоматическом управлении может потребоваться ручная регулировка с помощью продувочных/выпускных клапанов.
3. Поток материала: Регулярно контролируйте расход на выходе. При образовании заторов или нарушении потока используйте пневматические молотки.
4. Работа классификатора: Используйте частоту классификатора в диапазоне 5-50 Гц. НЕ превышайте номинальную частоту/ток двигателя. Обратное вращение запрещено.
5. Работа подающего устройства: Частота вращения шнекового подающего устройства должна составлять 5-50 Гц. НЕ превышайте номинальную частоту/ток двигателя.
6. Процедура выключения: После выключения полностью удалите остаточный газ из воздушного компрессора и осушителя.
7. Условия эксплуатации оборудования: Температура окружающей среды для компрессора и осушителя не должна превышать 40°C для обеспечения срока службы.
8. Во время производственных проверок осматривайте индикаторные лампы на электрощитке. Зеленый свет означает нормальную работу оборудования; желтый свет означает аварийную ситуацию, требующую немедленного осмотра и устранения неисправности; красный свет означает неисправность оборудования, требующую немедленного отключения для осмотра — возобновление работы возможно только после устранения неисправности. Категорически запрещается продолжать работу оборудования, когда горит желтый индикатор аварийной ситуации.
9. Правильное выключение: Перед выключением убедитесь, что камера измельчения полностью пуста (обычно через 5-20 минут после прекращения подачи). НЕ останавливайте всю систему сразу после прекращения подачи или если в камере все еще находится материал. Если после обычной остановки в камере остается материал, ее необходимо полностью очистить перед повторным запуском. Никогда не запускайте мельницу с материалом внутри.
Факторы, влияющие на эффективность помола

1. Скорость подачи: Для одного и того же материала разные скорости подачи приводят к разной тонкости помола. При прочих равных условиях более высокая скорость подачи, как правило, дает более мелкий продукт с более узким распределением частиц по размерам. Однако чрезмерно низкая скорость снижает вероятность столкновения частиц, что негативно сказывается на тонкости помола. Регулировка скорости подачи направлена на достижение оптимального соотношения газа и твердых частиц. Более низкая измельчаемость или более высокие требования к тонкости помола требуют более высокого соотношения газа и твердых частиц.
2. Давление при фрезеровании: Принцип основан на преобразовании энергии давления жидкости в кинетическую энергию, которая обеспечивает усилие шлифования. Более высокое давление газа увеличивает скорость струи (хотя и не линейно, поскольку коэффициенты сопротивления возрастают после определенного момента), тем самым влияя на подводимую энергию.
3. Размер сопла: Диаметр сопла влияет на количество ускоренных частиц и их конечную скорость, что сказывается на конечном размере частиц и однородности. Как правило, меньшие сопла увеличивают давление, воздействуют на меньшее количество частиц, обеспечивают более высокие скорости частиц, приводят к худшей однородности после столкновения, производят более мелкий, но менее однородный порошок, и наоборот. Для улучшения однородности и уменьшения размеров крупных частиц (D90, Dmax) может потребоваться соответствующее увеличение диаметра сопла.
4. Температура измельчения: Более низкая температура материала значительно снижает эффективность измельчения и производительность. По возможности рекомендуется повышать температуру процесса для противодействия этому нормальному явлению.
5. Влияние противодавления: Противодавление, статическое давление на выходе из сопла внутри камеры измельчения, влияет на скорость потока газа внутри сопла. Чрезмерное противодавление препятствует потоку газа из сопла, напрямую уменьшая кинетическую энергию, доступную для измельчения. Повышенное противодавление вредно. В процессе производства увеличение сопротивления в системе сбора также может повысить противодавление. Обеспечение того, чтобы противодавление в системе находилось в заданном диапазоне (+2 до +6 кПа), помогает поддерживать более высокие скорости удара частиц, способствуя эффективному измельчению.
Эпический порошок
Эпический порошок Наша компания специализируется на технологиях обработки мелкодисперсных порошков для горнодобывающей, химической, пищевой, фармацевтической промышленности и других отраслей. Наша команда имеет более чем 20-летний опыт в обработке различных порошков и разработала и установила крупнейшую в Китае линию струйной мельницы для производства ультратонкого баритового порошка. Мы являемся самым профессиональным поставщиком проектов по обработке порошков, особенно в области измельчения, классификации, диспергирования, обработки поверхности порошков и переработки отходов. Мы предоставляем консультационные услуги, тестирование, проектирование, оборудование, ввод в эксплуатацию и обучение.

“Thanks for reading. I hope my article helps. Please leave a comment down below. You may also contact EPIC Powder online customer representative Зельда для любых дальнейших запросов».
— Опубликовано Джейсон Ван, Старший инженер