At Epic Powder, we understand that the true performance of Lithium Iron Phosphate (LFP) batteries is engineered at the particle level. Our precisely controlled LFP jet milling process transforms sintered material into high-purity powder, achieving the exact particle size distribution and ultra-low moisture content required for superior energy density, safety, and cycle life. This process goes beyond grinding—it integrates classification, drying, and inert gas protection in one efficient system. Whether optimizing for finer D50 or a tighter PSD, understanding LFP jet milling is key to elevating material quality and production consistency. For engineers focused on next-generation battery performance, this is where precision begins.

I. ਪ੍ਰਕਿਰਿਆ ਉਦੇਸ਼
ਜੈੱਟ ਮਿਲਿੰਗ ਲਈ ਕੱਚੇ ਮਾਲ ਦੇ ਸਾਈਲੋ ਵਿੱਚ ਸਿੰਟਰਡ ਸਮੱਗਰੀ ਨੂੰ ਲਿਜਾਣਾ, ਨਾਲ ਹੀ ਸਮੱਗਰੀ ਨੂੰ ਗਰਮ ਕਰਨਾ ਅਤੇ ਸੁਕਾਉਣਾ ਤਾਂ ਜੋ ਇਹ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ ਕਿ ਇਸਦੀ ਨਮੀ ਦੀ ਮਾਤਰਾ ਅਤੇ ਕਣਾਂ ਦਾ ਆਕਾਰ ਉਤਪਾਦ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਨੂੰ ਪੂਰਾ ਕਰਦਾ ਹੈ।.
II. ਮੁੱਖ ਉਪਕਰਣ
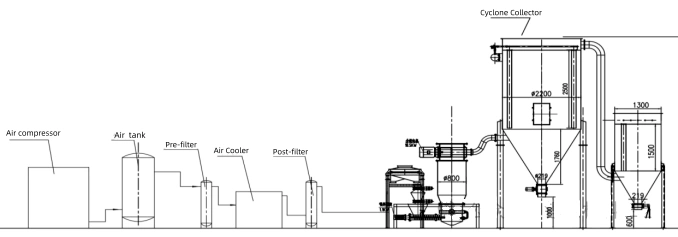
ਜੈੱਟ ਮਿਲਿੰਗ ਸਿਸਟਮ ਵਿੱਚ ਮੁੱਖ ਤੌਰ 'ਤੇ ਸ਼ਾਮਲ ਹਨ:
ਏਅਰ ਕੰਪ੍ਰੈਸਰ (ਹਵਾ ਸਰੋਤ ਸਿਸਟਮ)
ਫੀਡਿੰਗ ਸਿਸਟਮ
ਮਿਲਿੰਗ ਹੋਸਟ
ਟਰਬੋ ਏਅਰ ਕਲਾਸੀਫਾਇਰ
ਡਿਸਚਾਰਜ ਸਿਸਟਮ
ਫਿਲਟਰ ਸਿਸਟਮ
ਕੰਟਰੋਲ ਸਿਸਟਮ
III. ਪ੍ਰਕਿਰਿਆ ਦੀਆਂ ਸਥਿਤੀਆਂ ਅਤੇ ਕਾਰਜਸ਼ੀਲ ਸਿਧਾਂਤ
ਸਮੱਗਰੀ ਨੂੰ ਇੱਕ ਚੈਂਬਰ ਵਿੱਚ ਖੁਆਇਆ ਜਾਂਦਾ ਹੈ ਜਿੱਥੇ ਇਸਨੂੰ ਉੱਚ-ਵੇਗ ਵਾਲੇ ਜੈੱਟ ਦੁਆਰਾ ਤੇਜ਼ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਤੀਬਰ ਕਣ-ਤੋਂ-ਕਣ ਅਤੇ ਕਣ-ਤੋਂ-ਦੀਵਾਰ ਟੱਕਰ, ਰਗੜ ਅਤੇ ਸ਼ੀਅਰ ਬਲਾਂ ਦੇ ਨਾਲ, ਸਮੱਗਰੀ ਨੂੰ ਫ੍ਰੈਕਚਰ ਅਤੇ ਪੀਸਿਆ ਜਾਂਦਾ ਹੈ। ਇੱਕ ਏਕੀਕ੍ਰਿਤ ਵਰਗੀਕਰਣ ਫਿਰ ਮਿਲ ਕੀਤੇ ਪਾਊਡਰ ਨੂੰ ਵਰਗੀਕ੍ਰਿਤ ਕਰਦਾ ਹੈ। ਧੂੜ ਇਕੱਠਾ ਕਰਨ ਵਾਲਾ ਬਰੀਕ ਪਾਊਡਰ ਇਕੱਠਾ ਕਰਦਾ ਹੈ ਜੋ ਅੰਤਮ ਉਤਪਾਦ ਦੇ ਰੂਪ ਵਿੱਚ ਆਕਾਰ ਦੇ ਨਿਰਧਾਰਨ ਨੂੰ ਪੂਰਾ ਕਰਦਾ ਹੈ, ਜਦੋਂ ਕਿ ਇੱਕੋ ਸਮੇਂ ਹਵਾ ਨੂੰ ਸ਼ੁੱਧ ਕਰਦਾ ਹੈ। ਸਿਸਟਮ ਹੋਰ ਪੀਸਣ ਲਈ ਵੱਡੇ ਆਕਾਰ ਦੇ ਮੋਟੇ ਪਾਊਡਰ ਨੂੰ ਮਿਲਿੰਗ ਚੈਂਬਰ ਵਿੱਚ ਵਾਪਸ ਕਰ ਦਿੰਦਾ ਹੈ। ਮਿਲਿੰਗ, ਵਰਗੀਕਰਨ ਅਤੇ ਸੰਚਾਰ ਪੜਾਵਾਂ ਦੌਰਾਨ, ਪ੍ਰਕਿਰਿਆ ਸਮੱਗਰੀ ਵਿੱਚ ਨਮੀ ਦੇ ਨਿਸ਼ਾਨ ਨੂੰ ਸੁਕਾਉਂਦੀ ਹੈ।.
IV. ਪ੍ਰਕਿਰਿਆ ਪ੍ਰਵਾਹ
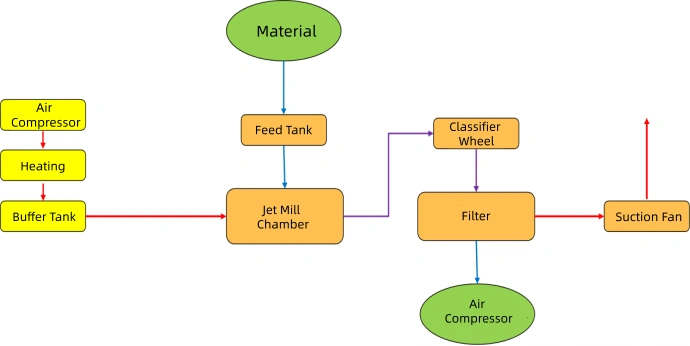
ਪ੍ਰਕਿਰਿਆ ਦੇ ਕਦਮ: ਕੱਚੇ ਮਾਲ ਦੀ ਪਹੁੰਚ → ਮਿਲਿੰਗ ਅਤੇ ਵਰਗੀਕਰਨ → ਉਤਪਾਦ ਪਹੁੰਚ → ਡਿਸਚਾਰਜ ਅਤੇ ਪੈਕੇਜਿੰਗ
ਕੱਚੇ ਮਾਲ ਨੂੰ ਅੱਪਸਟਰੀਮ ਪ੍ਰਕਿਰਿਆ ਤੋਂ ਜੈੱਟ ਮਿੱਲ ਦੇ ਕੱਚੇ ਮਾਲ ਸਟੋਰੇਜ ਸਾਈਲੋ ਤੱਕ ਵਾਯੂਮੈਟਿਕ ਤੌਰ 'ਤੇ ਪਹੁੰਚਾਇਆ ਜਾਂਦਾ ਹੈ। ਇਹ ਫਿਰ ਇੱਕ ਟ੍ਰਾਂਸਫਰ ਹੌਪਰ, ਬਫਰ ਹੌਪਰ ਅਤੇ ਰੋਟਰੀ ਫੀਡਰ ਰਾਹੀਂ ਮਿਲਿੰਗ ਚੈਂਬਰ ਵਿੱਚ ਜਾਂਦਾ ਹੈ, ਜਿੱਥੇ ਇਸਨੂੰ ਉੱਚ-ਤਾਪਮਾਨ ਨਾਈਟ੍ਰੋਜਨ ਦੁਆਰਾ ਪੀਸਿਆ ਜਾਂਦਾ ਹੈ। ਯੋਗ, ਮਿਲ ਕੀਤੀ ਸਮੱਗਰੀ ਨੂੰ ਸ਼੍ਰੇਣੀਬੱਧ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਉਤਪਾਦ ਧੂੜ ਇਕੱਠਾ ਕਰਨ ਵਾਲੇ ਨੂੰ ਭੇਜਿਆ ਜਾਂਦਾ ਹੈ। ਅੰਤਿਮ ਉਤਪਾਦ ਨੂੰ ਇੱਕ ਬਟਰਫਲਾਈ ਵਾਲਵ ਰਾਹੀਂ ਅਗਲੇ ਪ੍ਰੋਸੈਸਿੰਗ ਪੜਾਅ 'ਤੇ ਡਿਸਚਾਰਜ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।.
V. ਗੁਣਵੱਤਾ ਨਿਯੰਤਰਣ ਬਿੰਦੂ ਅਤੇ ਮੁੱਖ ਮਾਪਦੰਡ
1. ਵਰਗੀਕਰਣ ਪਹੀਏ ਦੀ ਬਾਰੰਬਾਰਤਾ: ਮਿਆਰੀ ਮੁੱਲ ±5 Hz
2. ਡਿਸਚਾਰਜ ਫੀਡਰ ਫ੍ਰੀਕੁਐਂਸੀ: ਸਟੈਂਡਰਡ ਵੈਲਯੂ ±5 Hz
3. ਆਕਸੀਜਨ ਸਮੱਗਰੀ: ≤50 ਪੀਪੀਐਮ
4. ਮਿਲਿੰਗ ਏਅਰ ਪ੍ਰੈਸ਼ਰ: ਸਟੈਂਡਰਡ ਵੈਲਯੂ ±100 kPa
5. ਹਵਾ ਸਰੋਤ ਤਾਪਮਾਨ: 100-120°C
6. ਮਿਲਿੰਗ ਹਵਾ ਦਾ ਤ੍ਰੇਲ ਬਿੰਦੂ: ≤ -20°C
7. ਸੀਲ ਏਅਰ ਪ੍ਰੈਸ਼ਰ / ਪ੍ਰੋਟੈਕਸ਼ਨ ਏਅਰ ਪ੍ਰੈਸ਼ਰ: ਸਟੈਂਡਰਡ ਵੈਲਯੂ ±0.05 MPa
8. ਪਾਊਡਰ ਗਾੜ੍ਹਾਪਣ (%): 0.2 – 2.4
9. ਵਰਗੀਕਰਣ ਪਹੀਆ ਕਰੰਟ: ਮਿਆਰੀ ਮੁੱਲ ±5 A
10. ਫਿਲਟਰ ਡਿਫਰੈਂਸ਼ੀਅਲ ਪ੍ਰੈਸ਼ਰ (Pa): ਸਟੈਂਡਰਡ ਮੁੱਲ ±200
11. ਪੱਖੇ ਦੀ ਬਾਰੰਬਾਰਤਾ (Hz) / ਕਰੰਟ (A): ਮਿਆਰੀ ਮੁੱਲ ±10 / ਮਿਆਰੀ ਮੁੱਲ ±5
12. ਕਣਾਂ ਦੇ ਆਕਾਰ ਦੀ ਵੰਡ:
D10 ≥ 0.3 µm, D50: 1.1 ± 0.5 µm, D90 ≤ 10 µm, D99 ≤ 25 µm
VI. ਸੰਚਾਲਨ ਨੋਟਸ ਅਤੇ ਸੁਰੱਖਿਆ

1. ਆਕਸੀਜਨ ਨਿਗਰਾਨੀ: ਸਟਾਰਟਅੱਪ ਅਤੇ ਓਪਰੇਸ਼ਨ ਦੌਰਾਨ ਸਿਸਟਮ ਆਕਸੀਜਨ ਸਮੱਗਰੀ ਦੀ ਸਖਤੀ ਨਾਲ ਨਿਗਰਾਨੀ ਕਰੋ। ਜੇਕਰ ਪੱਧਰ ਸੀਮਾ ਤੋਂ ਵੱਧ ਜਾਂਦੇ ਹਨ, ਤਾਂ ਆਕਸੀਜਨ ਨੂੰ ਵਿਸਥਾਪਿਤ ਕਰਨ ਲਈ ਇਨਰਟ ਗੈਸ ਪਰਜ ਵਾਲਵ ਅਤੇ ਐਗਜ਼ੌਸਟ ਵਾਲਵ ਨੂੰ ਹੱਥੀਂ ਖੋਲ੍ਹੋ।.
2. ਨੈਗੇਟਿਵ ਪ੍ਰੈਸ਼ਰ ਕੰਟਰੋਲ: ਸਿਸਟਮ ਨੈਗੇਟਿਵ ਪ੍ਰੈਸ਼ਰ ਨੂੰ -2 ਤੋਂ -6 kPa ਦੇ ਵਿਚਕਾਰ ਬਣਾਈ ਰੱਖੋ। ਜਦੋਂ ਕਿ ਆਮ ਤੌਰ 'ਤੇ ਆਟੋ-ਨਿਯੰਤ੍ਰਿਤ ਹੁੰਦਾ ਹੈ, ਪਰ ਜੇਕਰ ਆਟੋਮੈਟਿਕ ਕੰਟਰੋਲ ਨਾਕਾਫ਼ੀ ਹੈ ਤਾਂ ਪਰਜ/ਐਗਜ਼ੌਸਟ ਵਾਲਵ ਰਾਹੀਂ ਮੈਨੂਅਲ ਐਡਜਸਟਮੈਂਟ ਦੀ ਲੋੜ ਹੋ ਸਕਦੀ ਹੈ।.
3. ਸਮੱਗਰੀ ਦਾ ਪ੍ਰਵਾਹ: ਡਿਸਚਾਰਜ ਪ੍ਰਵਾਹ ਦੀ ਨਿਯਮਿਤ ਤੌਰ 'ਤੇ ਨਿਗਰਾਨੀ ਕਰੋ। ਜੇਕਰ ਬ੍ਰਿਜਿੰਗ ਜਾਂ ਮਾੜਾ ਪ੍ਰਵਾਹ ਹੁੰਦਾ ਹੈ ਤਾਂ ਸਹਾਇਤਾ ਲਈ ਏਅਰ ਹੈਮਰ ਦੀ ਵਰਤੋਂ ਕਰੋ।.
4. ਵਰਗੀਕਰਣ ਸੰਚਾਲਨ: ਵਰਗੀਕਰਣ ਬਾਰੰਬਾਰਤਾ 5-50 Hz ਦੇ ਅੰਦਰ ਚਲਾਓ। ਦਰਜਾ ਪ੍ਰਾਪਤ ਬਾਰੰਬਾਰਤਾ/ਮੋਟਰ ਕਰੰਟ ਤੋਂ ਵੱਧ ਨਾ ਕਰੋ। ਉਲਟਾ ਘੁੰਮਣ ਦੀ ਮਨਾਹੀ ਹੈ।.
5. ਫੀਡਰ ਸੰਚਾਲਨ: ਪੇਚ ਫੀਡਰ ਦੀ ਬਾਰੰਬਾਰਤਾ 5-50 Hz ਦੇ ਅੰਦਰ ਚਲਾਓ। ਰੇਟ ਕੀਤੀ ਬਾਰੰਬਾਰਤਾ/ਮੋਟਰ ਕਰੰਟ ਤੋਂ ਵੱਧ ਨਾ ਕਰੋ।.
6. ਬੰਦ ਕਰਨ ਦੀ ਪ੍ਰਕਿਰਿਆ: ਬੰਦ ਕਰਨ ਤੋਂ ਬਾਅਦ, ਏਅਰ ਕੰਪ੍ਰੈਸਰ ਅਤੇ ਡ੍ਰਾਇਅਰ ਤੋਂ ਬਚੀ ਹੋਈ ਗੈਸ ਨੂੰ ਪੂਰੀ ਤਰ੍ਹਾਂ ਸਾਫ਼ ਕਰੋ।.
7. ਉਪਕਰਣ ਵਾਤਾਵਰਣ: ਸੇਵਾ ਜੀਵਨ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਕੰਪ੍ਰੈਸਰ ਅਤੇ ਰੈਫ੍ਰਿਜਰੇਟਿਡ ਡ੍ਰਾਇਅਰ ਲਈ ਵਾਤਾਵਰਣ ਦਾ ਤਾਪਮਾਨ 40°C ਤੋਂ ਵੱਧ ਨਹੀਂ ਹੋਣਾ ਚਾਹੀਦਾ।.
8. ਉਤਪਾਦਨ ਨਿਰੀਖਣ ਦੌਰਾਨ, ਇਲੈਕਟ੍ਰੀਕਲ ਕੰਟਰੋਲ ਕੈਬਿਨੇਟ 'ਤੇ ਸੂਚਕ ਲਾਈਟਾਂ ਦੀ ਜਾਂਚ ਕਰੋ। ਇੱਕ ਹਰੀ ਬੱਤੀ ਸਾਧਾਰਨ ਉਪਕਰਣ ਸੰਚਾਲਨ ਨੂੰ ਦਰਸਾਉਂਦੀ ਹੈ; ਇੱਕ ਪੀਲੀ ਬੱਤੀ ਇੱਕ ਉਪਕਰਣ ਅਲਾਰਮ ਨੂੰ ਦਰਸਾਉਂਦੀ ਹੈ, ਜਿਸ ਲਈ ਤੁਰੰਤ ਨਿਰੀਖਣ ਅਤੇ ਅਲਾਰਮ ਦੇ ਹੱਲ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ; ਇੱਕ ਲਾਲ ਬੱਤੀ ਉਪਕਰਣ ਦੀ ਅਸਫਲਤਾ ਨੂੰ ਦਰਸਾਉਂਦੀ ਹੈ, ਜਿਸ ਲਈ ਨਿਰੀਖਣ ਲਈ ਤੁਰੰਤ ਬੰਦ ਕਰਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ—ਨੁਕਸ ਸਾਫ਼ ਹੋਣ ਤੋਂ ਬਾਅਦ ਹੀ ਕਾਰਜ ਮੁੜ ਸ਼ੁਰੂ ਹੋ ਸਕਦਾ ਹੈ। ਜਦੋਂ ਪੀਲੀ ਅਲਾਰਮ ਲਾਈਟ ਚਾਲੂ ਹੁੰਦੀ ਹੈ ਤਾਂ ਉਪਕਰਣਾਂ ਨੂੰ ਚਲਾਉਣਾ ਜਾਰੀ ਰੱਖਣਾ ਸਖ਼ਤੀ ਨਾਲ ਮਨਾਹੀ ਹੈ।.
9. ਸਹੀ ਢੰਗ ਨਾਲ ਬੰਦ ਕਰਨਾ: ਬੰਦ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ, ਇਹ ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਮਿਲਿੰਗ ਚੈਂਬਰ ਪੂਰੀ ਤਰ੍ਹਾਂ ਖਾਲੀ ਹੈ (ਆਮ ਤੌਰ 'ਤੇ ਫੀਡ ਬੰਦ ਕਰਨ ਤੋਂ 5-20 ਮਿੰਟ ਬਾਅਦ)। ਫੀਡ ਬੰਦ ਕਰਨ ਤੋਂ ਤੁਰੰਤ ਬਾਅਦ ਜਾਂ ਚੈਂਬਰ ਵਿੱਚ ਸਮੱਗਰੀ ਦੇ ਨਾਲ ਪੂਰੇ ਸਿਸਟਮ ਨੂੰ ਨਾ ਬੰਦ ਕਰੋ। ਜੇਕਰ ਸਮੱਗਰੀ ਆਮ ਬੰਦ ਹੋਣ ਤੋਂ ਬਾਅਦ ਵੀ ਚੈਂਬਰ ਵਿੱਚ ਰਹਿੰਦੀ ਹੈ, ਤਾਂ ਇਸਨੂੰ ਮੁੜ ਚਾਲੂ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ ਪੂਰੀ ਤਰ੍ਹਾਂ ਸਾਫ਼ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ। ਕਦੇ ਵੀ ਅੰਦਰਲੀ ਸਮੱਗਰੀ ਨਾਲ ਮਿੱਲ ਸ਼ੁਰੂ ਨਾ ਕਰੋ।.
ਮਿਲਿੰਗ ਕੁਸ਼ਲਤਾ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਨ ਵਾਲੇ ਕਾਰਕ

1. ਫੀਡ ਰੇਟ: ਇੱਕੋ ਸਮੱਗਰੀ ਲਈ, ਵੱਖ-ਵੱਖ ਫੀਡ ਰੇਟਾਂ ਦੇ ਨਤੀਜੇ ਵਜੋਂ ਵੱਖ-ਵੱਖ ਬਾਰੀਕਤਾ ਹੁੰਦੀ ਹੈ। ਹੋਰ ਸਥਿਤੀਆਂ ਸਥਿਰ ਹੋਣ ਦੇ ਨਾਲ, ਇੱਕ ਉੱਚ ਫੀਡ ਰੇਟ ਆਮ ਤੌਰ 'ਤੇ ਇੱਕ ਸੰਕੁਚਿਤ ਆਕਾਰ ਵੰਡ ਦੇ ਨਾਲ ਬਾਰੀਕ ਉਤਪਾਦ ਪੈਦਾ ਕਰਦਾ ਹੈ। ਹਾਲਾਂਕਿ, ਇੱਕ ਬਹੁਤ ਘੱਟ ਦਰ ਕਣਾਂ ਦੇ ਟਕਰਾਅ ਦੀ ਸੰਭਾਵਨਾ ਨੂੰ ਘਟਾਉਂਦੀ ਹੈ, ਬਾਰੀਕਤਾ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਦੀ ਹੈ। ਫੀਡ ਰੇਟ ਨੂੰ ਐਡਜਸਟ ਕਰਨ ਦਾ ਉਦੇਸ਼ ਅਨੁਕੂਲ ਗੈਸ-ਤੋਂ-ਠੋਸ ਅਨੁਪਾਤ ਪ੍ਰਾਪਤ ਕਰਨਾ ਹੈ। ਮਾੜੀ ਪੀਸਣਯੋਗਤਾ ਜਾਂ ਉੱਚ ਬਾਰੀਕਤਾ ਜ਼ਰੂਰਤਾਂ ਲਈ ਉੱਚ ਗੈਸ-ਤੋਂ-ਠੋਸ ਅਨੁਪਾਤ ਦੀ ਮੰਗ ਹੁੰਦੀ ਹੈ।.
2. ਮਿਲਿੰਗ ਪ੍ਰੈਸ਼ਰ: ਇਹ ਸਿਧਾਂਤ ਤਰਲ ਦਬਾਅ ਊਰਜਾ ਨੂੰ ਗਤੀ ਊਰਜਾ ਵਿੱਚ ਬਦਲਣ 'ਤੇ ਨਿਰਭਰ ਕਰਦਾ ਹੈ, ਜੋ ਪੀਸਣ ਵਾਲੀ ਸ਼ਕਤੀ ਪ੍ਰਦਾਨ ਕਰਦਾ ਹੈ। ਉੱਚ ਗੈਸ ਦਬਾਅ ਜੈੱਟ ਵੇਗ ਨੂੰ ਵਧਾਉਂਦਾ ਹੈ (ਹਾਲਾਂਕਿ ਰੇਖਿਕ ਤੌਰ 'ਤੇ ਨਹੀਂ, ਕਿਉਂਕਿ ਪ੍ਰਤੀਰੋਧ ਗੁਣਾਂਕ ਇੱਕ ਖਾਸ ਬਿੰਦੂ ਤੋਂ ਪਰੇ ਵਧਦੇ ਹਨ), ਇਸ ਤਰ੍ਹਾਂ ਊਰਜਾ ਇਨਪੁੱਟ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਦਾ ਹੈ।.
3. ਨੋਜ਼ਲ ਦਾ ਆਕਾਰ: ਨੋਜ਼ਲ ਦਾ ਵਿਆਸ ਪ੍ਰਵੇਗਿਤ ਕਣਾਂ ਦੀ ਮਾਤਰਾ ਅਤੇ ਉਹਨਾਂ ਦੇ ਅੰਤਮ ਵੇਗ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਦਾ ਹੈ, ਅੰਤਮ ਕਣ ਦੇ ਆਕਾਰ ਅਤੇ ਇਕਸਾਰਤਾ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਦਾ ਹੈ। ਆਮ ਤੌਰ 'ਤੇ, ਛੋਟੀਆਂ ਨੋਜ਼ਲ ਦਬਾਅ ਵਧਾਉਂਦੀਆਂ ਹਨ, ਘੱਟ ਕਣਾਂ 'ਤੇ ਕੰਮ ਕਰਦੀਆਂ ਹਨ, ਉੱਚ ਕਣ ਗਤੀ ਪੈਦਾ ਕਰਦੀਆਂ ਹਨ, ਟੱਕਰ ਤੋਂ ਬਾਅਦ ਮਾੜੀ ਇਕਸਾਰਤਾ ਵੱਲ ਲੈ ਜਾਂਦੀਆਂ ਹਨ, ਬਾਰੀਕ ਪਰ ਘੱਟ ਇਕਸਾਰ ਪਾਊਡਰ ਪੈਦਾ ਕਰਦੀਆਂ ਹਨ, ਅਤੇ ਇਸਦੇ ਉਲਟ। ਇਕਸਾਰਤਾ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਣ ਅਤੇ ਵੱਡੇ ਕਣਾਂ ਦੇ ਆਕਾਰ (D90, Dmax) ਨੂੰ ਘਟਾਉਣ ਲਈ, ਨੋਜ਼ਲ ਵਿਆਸ ਨੂੰ ਢੁਕਵੇਂ ਢੰਗ ਨਾਲ ਵਧਾਉਣਾ ਜ਼ਰੂਰੀ ਹੋ ਸਕਦਾ ਹੈ।.
4. ਮਿਲਿੰਗ ਤਾਪਮਾਨ: ਘੱਟ ਸਮੱਗਰੀ ਦਾ ਤਾਪਮਾਨ ਮਿਲਿੰਗ ਕੁਸ਼ਲਤਾ ਅਤੇ ਉਤਪਾਦਨ ਸਮਰੱਥਾ ਨੂੰ ਕਾਫ਼ੀ ਘਟਾਉਂਦਾ ਹੈ। ਜਿੱਥੇ ਵੀ ਸੰਭਵ ਹੋਵੇ, ਇਸ ਆਮ ਵਰਤਾਰੇ ਦਾ ਮੁਕਾਬਲਾ ਕਰਨ ਲਈ ਪ੍ਰਕਿਰਿਆ ਦੇ ਤਾਪਮਾਨ ਨੂੰ ਵਧਾਉਣ ਦੀ ਸਿਫਾਰਸ਼ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।.
5. ਬੈਕ ਪ੍ਰੈਸ਼ਰ ਪ੍ਰਭਾਵ: ਬੈਕ ਪ੍ਰੈਸ਼ਰ, ਮਿਲਿੰਗ ਚੈਂਬਰ ਦੇ ਅੰਦਰ ਨੋਜ਼ਲ ਆਊਟਲੈੱਟ 'ਤੇ ਸਥਿਰ ਦਬਾਅ, ਨੋਜ਼ਲ ਦੇ ਅੰਦਰ ਗੈਸ ਪ੍ਰਵਾਹ ਵੇਗ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਦਾ ਹੈ। ਬਹੁਤ ਜ਼ਿਆਦਾ ਬੈਕ ਪ੍ਰੈਸ਼ਰ ਨੋਜ਼ਲ ਦੇ ਪ੍ਰਵਾਹ ਵਿੱਚ ਰੁਕਾਵਟ ਪਾਉਂਦਾ ਹੈ, ਸਿੱਧੇ ਤੌਰ 'ਤੇ ਮਿਲਿੰਗ ਲਈ ਉਪਲਬਧ ਗਤੀ ਊਰਜਾ ਨੂੰ ਘਟਾਉਂਦਾ ਹੈ। ਬੈਕ ਪ੍ਰੈਸ਼ਰ ਵਿੱਚ ਵਾਧਾ ਨੁਕਸਾਨਦੇਹ ਹੈ। ਉਤਪਾਦਨ ਵਿੱਚ, ਸੰਗ੍ਰਹਿ ਪ੍ਰਣਾਲੀ ਵਿੱਚ ਵਧਦਾ ਵਿਰੋਧ ਵੀ ਬੈਕ ਪ੍ਰੈਸ਼ਰ ਨੂੰ ਵਧਾ ਸਕਦਾ ਹੈ। ਇਹ ਯਕੀਨੀ ਬਣਾਉਣਾ ਕਿ ਸਿਸਟਮ ਬੈਕ ਪ੍ਰੈਸ਼ਰ ਨਿਰਧਾਰਤ ਸੀਮਾ (+2 ਤੋਂ +6 kPa) ਦੇ ਅੰਦਰ ਹੈ, ਉੱਚ ਕਣ ਪ੍ਰਭਾਵ ਵੇਗ ਨੂੰ ਬਣਾਈ ਰੱਖਣ ਵਿੱਚ ਮਦਦ ਕਰਦਾ ਹੈ, ਕੁਸ਼ਲ ਪੀਸਣ ਦੇ ਪੱਖ ਵਿੱਚ।.
ਐਪਿਕ ਪਾਊਡਰ
ਐਪਿਕ ਪਾਊਡਰ ਖਣਿਜ ਉਦਯੋਗ, ਰਸਾਇਣਕ ਉਦਯੋਗ, ਭੋਜਨ ਉਦਯੋਗ, ਫਾਰਮਾ ਉਦਯੋਗ, ਆਦਿ ਲਈ ਫਾਈਨ ਪਾਊਡਰ ਪ੍ਰੋਸੈਸਿੰਗ ਤਕਨਾਲੋਜੀ ਵਿੱਚ ਮਾਹਰ ਹੈ। ਸਾਡੀ ਟੀਮ ਕੋਲ ਵੱਖ-ਵੱਖ ਪਾਊਡਰ ਪ੍ਰੋਸੈਸਿੰਗ ਵਿੱਚ 20 ਸਾਲਾਂ ਤੋਂ ਵੱਧ ਦਾ ਤਜਰਬਾ ਹੈ ਅਤੇ ਉਸਨੇ ਚੀਨ ਵਿੱਚ ਅਲਟਰਾ-ਫਾਈਨ ਬੈਰਾਈਟ ਪਾਊਡਰ ਉਤਪਾਦਨ ਲਾਈਨ ਲਈ ਸਭ ਤੋਂ ਵੱਡੀ ਜੈੱਟ ਮਿੱਲ ਲਾਈਨ ਡਿਜ਼ਾਈਨ ਅਤੇ ਸਥਾਪਿਤ ਕੀਤੀ ਹੈ। ਅਸੀਂ ਪਾਊਡਰ ਪ੍ਰੋਸੈਸਿੰਗ ਪ੍ਰੋਜੈਕਟਾਂ, ਖਾਸ ਕਰਕੇ ਪਾਊਡਰ ਮਿਲਿੰਗ, ਪਾਊਡਰ ਵਰਗੀਕਰਨ, ਪਾਊਡਰ ਡਿਸਪਰਸਿੰਗ, ਪਾਊਡਰ ਵਰਗੀਕਰਨ, ਪਾਊਡਰ ਸਤਹ ਇਲਾਜ ਅਤੇ ਰਹਿੰਦ-ਖੂੰਹਦ ਰੀਸਾਈਕਲਿੰਗ ਦੇ ਸਭ ਤੋਂ ਪੇਸ਼ੇਵਰ ਸਪਲਾਇਰ ਹਾਂ। ਅਸੀਂ ਸਲਾਹ-ਮਸ਼ਵਰਾ, ਟੈਸਟਿੰਗ, ਪ੍ਰੋਜੈਕਟ ਡਿਜ਼ਾਈਨ, ਮਸ਼ੀਨਾਂ, ਕਮਿਸ਼ਨਿੰਗ ਅਤੇ ਸਿਖਲਾਈ ਪ੍ਰਦਾਨ ਕਰਦੇ ਹਾਂ।.

“Thanks for reading. I hope my article helps. Please leave a comment down below. You may also contact EPIC Powder online customer representative ਜ਼ੈਲਡਾ ਕਿਸੇ ਵੀ ਹੋਰ ਪੁੱਛਗਿੱਛ ਲਈ।"
— ਦੁਆਰਾ ਪੋਸਟ ਕੀਤਾ ਗਿਆ ਜੇਸਨ ਵਾਂਗ, ਸੀਨੀਅਰ ਇੰਜੀਨੀਅਰ