At Epic Powder, we understand that the true performance of Lithium Iron Phosphate (LFP) batteries is engineered at the particle level. Our precisely controlled LFP jet milling process transforms sintered material into high-purity powder, achieving the exact particle size distribution and ultra-low moisture content required for superior energy density, safety, and cycle life. This process goes beyond grinding—it integrates classification, drying, and inert gas protection in one efficient system. Whether optimizing for finer D50 or a tighter PSD, understanding LFP jet milling is key to elevating material quality and production consistency. For engineers focused on next-generation battery performance, this is where precision begins.

I. Procesdoelstelling
Het gesinterde materiaal wordt naar de grondstoffensilo getransporteerd voor het jetmalen, waarbij het materiaal tegelijkertijd wordt verwarmd en gedroogd om ervoor te zorgen dat het vochtgehalte en de deeltjesgrootte voldoen aan de productspecificaties.
II. Belangrijkste uitrusting
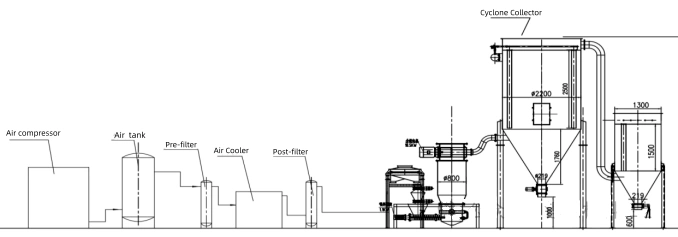
Het straalfreesysteem bestaat hoofdzakelijk uit:
Luchtcompressor (luchttoevoersysteem)
Voedingssysteem
Maalinstallatie
Turbo luchtclassificator
Afvoersysteem
Filtersysteem
Besturingssysteem
III. Procesomstandigheden en werkingsprincipe
Het materiaal wordt in een kamer gevoerd waar het door een hogesnelheidsstraal wordt versneld. Intense botsingen tussen de deeltjes onderling en tussen de deeltjes en de wand, samen met wrijving en schuifkrachten, breken en verpulveren het materiaal. Een geïntegreerde classificator sorteert vervolgens het gemalen poeder. De stofafscheider verzamelt het fijne poeder dat voldoet aan de specificaties voor de deeltjesgrootte als eindproduct, terwijl tegelijkertijd de lucht wordt gezuiverd. Het systeem voert het grove poeder dat te groot is terug naar de maalkamer voor verdere vermaling. Gedurende de maal-, sorteer- en transportfasen droogt het proces het resterende vocht in het materiaal.
IV. Processtroom
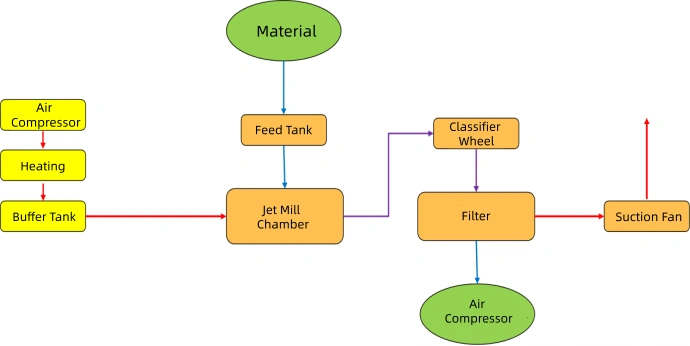
Processtappen: Transport van grondstoffen → Malen en sorteren → Transport van producten → Lossen en verpakken
De grondstof wordt pneumatisch getransporteerd vanuit het voorproces naar de grondstofopslagsilo van de straalmolen. Vervolgens passeert de grondstof een transporttrechter, buffertrechter en roterende toevoer naar de maalkamer, waar deze door stikstof op hoge temperatuur wordt verpulverd. Het gekwalificeerde, gemalen materiaal wordt gesorteerd en naar de stofafscheider geleid. Het eindproduct wordt via een vlinderklep naar de volgende verwerkingsfase afgevoerd.
V. Kwaliteitscontrolepunten en kernparameters
1. Frequentie van het classificatiewiel: Standaardwaarde ±5 Hz
2. Frequentie van de afvoertoevoer: Standaardwaarde ±5 Hz
3. Zuurstofgehalte: ≤50 ppm
4. Freesluchtdruk: Standaardwaarde ±100 kPa
5. Temperatuur van de luchtbron: 100-120 °C
6. Dauwpunt van de maallucht: ≤ -20°C
7. Afdichtingsluchtdruk / Beschermingsluchtdruk: Standaardwaarde ±0,05 MPa
8. Poederconcentratie (%): 0,2 – 2,4
9. Stroomsterkte van het classificatiewiel: Standaardwaarde ±5 A
10. Filterdrukverschil (Pa): Standaardwaarde ±200
11. Transportventilatorfrequentie (Hz) / Stroomsterkte (A): Standaardwaarde ±10 / Standaardwaarde ±5
12. Deeltjesgrootteverdeling:
D10 ≥ 0,3 µm, D50: 1,1 ± 0,5 µm, D90 ≤ 10 µm, D99 ≤ 25 µm
VI. Operationele opmerkingen en veiligheid

1. Zuurstofbewaking: Bewaak het zuurstofgehalte van het systeem nauwlettend tijdens het opstarten en de werking. Als de waarden de limieten overschrijden, open dan handmatig de inertgasspoelklep en de uitlaatklep om de zuurstof te verdrijven.
2. Regeling van de onderdruk: Handhaaf de onderdruk in het systeem tussen -2 en -6 kPa. Hoewel dit doorgaans automatisch geregeld is, kan handmatige aanpassing via ontluchtings-/afvoerkleppen nodig zijn als de automatische regeling onvoldoende is.
3. Materiaalstroom: Controleer de afvoer regelmatig. Gebruik luchthamers om te helpen bij het ontstaan van brugvorming of een slechte doorstroming.
4. Werking van de classificator: Stel de frequentie van de classificator in tussen 5 en 50 Hz. Overschrijd de nominale frequentie/motorstroom NIET. Omgekeerde draaiing is verboden.
5. Bediening van de aanvoerunit: Stel de frequentie van de schroefaanvoerunit in tussen 5 en 50 Hz. Overschrijd de nominale frequentie/motorstroom NIET.
6. Uitschakelprocedure: Na het uitschakelen dient u alle resterende gassen volledig uit de luchtcompressor en droger te verwijderen.
7. Omgevingsomstandigheden van de apparatuur: De omgevingstemperatuur voor de compressor en de koeldroger mag niet hoger zijn dan 40 °C om een lange levensduur te garanderen.
8. Controleer tijdens productie-inspecties de indicatielampjes op de elektrische schakelkast. Een groen lampje geeft aan dat de apparatuur normaal functioneert; een geel lampje geeft een alarm aan dat onmiddellijke inspectie en verhelping van het alarm vereist; een rood lampje geeft een storing aan die onmiddellijke uitschakeling voor inspectie vereist – de werking mag pas worden hervat nadat de storing is verholpen. Het is ten strengste verboden de apparatuur te blijven gebruiken wanneer het gele alarmlampje brandt.
9. Correcte uitschakeling: Zorg er vóór de uitschakeling voor dat de maalkamer volledig leeg is (doorgaans 5-20 minuten na het stoppen van de toevoer). Schakel het gehele systeem NIET direct uit na het stoppen van de toevoer of terwijl er nog materiaal in de kamer aanwezig is. Als er na een normale stop nog materiaal in de kamer aanwezig is, moet deze volledig worden gereinigd voordat de machine opnieuw wordt opgestart. Start de maalinstallatie nooit met materiaal erin.
Factoren die de maalefficiëntie beïnvloeden

1. Toevoersnelheid: Bij hetzelfde materiaal leiden verschillende toevoersnelheden tot verschillende fijnheid. Bij overige constante omstandigheden levert een hogere toevoersnelheid over het algemeen een fijner product op met een smallere deeltjesgrootteverdeling. Een te lage toevoersnelheid verlaagt echter de kans op botsingen tussen de deeltjes, wat de fijnheid negatief beïnvloedt. Het aanpassen van de toevoersnelheid is erop gericht de optimale gas-vaststofverhouding te bereiken. Een slechtere maalbaarheid of hogere fijnheidseisen vereisen een hogere gas-vaststofverhouding.
2. Maaldruk: Het principe berust op de omzetting van vloeistofdrukenergie in kinetische energie, die de maalkracht levert. Een hogere gasdruk verhoogt de straalsnelheid (hoewel niet lineair, omdat de weerstandscoëfficiënten boven een bepaald punt stijgen), en beïnvloedt daarmee de energietoevoer.
3. Spuitmondgrootte: De diameter van de spuitmond beïnvloedt de hoeveelheid versnelde deeltjes en hun eindsnelheid, wat van invloed is op de uiteindelijke deeltjesgrootte en uniformiteit. Over het algemeen geldt dat kleinere spuitmonden de druk verhogen, op minder deeltjes inwerken, hogere deeltjessnelheden opleveren, leiden tot een slechtere uniformiteit na botsing, fijner maar minder consistent poeder produceren, en omgekeerd. Om de uniformiteit te verbeteren en grote deeltjesgroottes (D90, Dmax) te verminderen, kan het nodig zijn de spuitmonddiameter dienovereenkomstig te vergroten.
4. Freestemperatuur: Een lagere materiaaltemperatuur vermindert de freesefficiëntie en productiecapaciteit aanzienlijk. Waar mogelijk wordt aanbevolen de procestemperatuur te verhogen om dit normale verschijnsel tegen te gaan.
5. Invloed van tegendruk: Tegendruk, de statische druk bij de uitlaat van het mondstuk in de maalkamer, beïnvloedt de gassnelheid in het mondstuk. Een te hoge tegendruk belemmert de gasstroom door het mondstuk, waardoor de beschikbare kinetische energie voor het malen direct afneemt. Een verhoogde tegendruk is nadelig. In de productie kan een toenemende weerstand in het opvangsysteem ook de tegendruk verhogen. Door ervoor te zorgen dat de tegendruk in het systeem binnen het ingestelde bereik (+2 tot +6 kPa) blijft, worden hogere deeltjesinslagsnelheden gehandhaafd, wat een efficiëntere maling bevordert.
Episch poeder
Episch poeder Wij zijn gespecialiseerd in fijnpoederverwerkingstechnologie voor de mineralenindustrie, chemische industrie, voedingsmiddelenindustrie, farmaceutische industrie, enz. Ons team heeft meer dan 20 jaar ervaring in de verwerking van diverse poeders en heeft ooit de grootste straalmolenlijn voor de productie van ultrafijn barietpoeder in China ontworpen en geïnstalleerd. Wij zijn een zeer professionele leverancier van poederverwerkingsprojecten, met name poedermalen, poederclassificatie, poederdispergering, poederoppervlaktebehandeling en afvalrecycling. Wij bieden advies, testen, projectontwerp, machines, inbedrijfstelling en training.

“Thanks for reading. I hope my article helps. Please leave a comment down below. You may also contact EPIC Powder online customer representative Zelda voor verdere vragen.”
— Geplaatst door Jason Wang, Senior ingenieur