At Epic Powder, we understand that the true performance of Lithium Iron Phosphate (LFP) batteries is engineered at the particle level. Our precisely controlled LFP jet milling process transforms sintered material into high-purity powder, achieving the exact particle size distribution and ultra-low moisture content required for superior energy density, safety, and cycle life. This process goes beyond grinding—it integrates classification, drying, and inert gas protection in one efficient system. Whether optimizing for finer D50 or a tighter PSD, understanding LFP jet milling is key to elevating material quality and production consistency. For engineers focused on next-generation battery performance, this is where precision begins.

I. Process Objective
To transport sintered material to the raw material silo for jet milling, while simultaneously heating and drying the material to ensure its moisture content and particle size meet product specifications.
II. Main Equipment
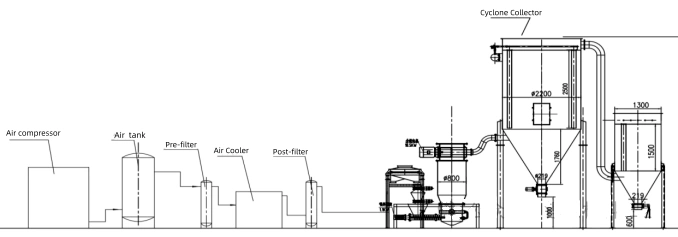
The jet milling system primarily consists of:
Air compressor (air source system)
Feeding system
Milling host
Turbo air classifier
Discharge system
Filter system
Control system
III. Process Conditions & Working Principle
Material is fed into a chamber where it is accelerated by high-velocity jet. Intense particle-to-particle and particle-to-wall collisions, along with friction and shear forces, fracture and pulverize the material. An integrated classifier then classifies the milled powder. The dust collector collects fine powder that meets the size specification as the final product, while simultaneously purifying the air. The system returns oversized coarse powder to the milling chamber for further grinding. Throughout the milling, classification, and conveying stages, the process dries trace moisture in the material.
IV. Process Flow
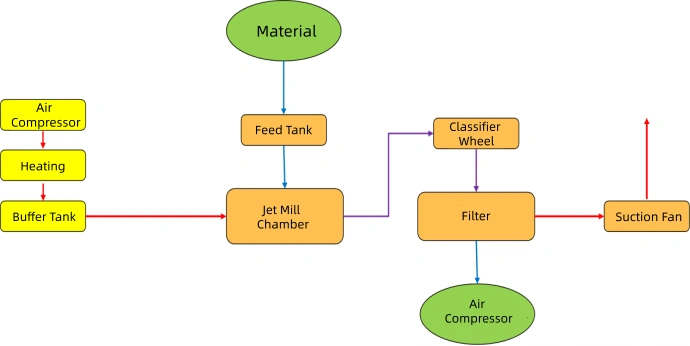
Process Steps: Raw Material Conveying → Milling & Classification → Product Conveying → Discharge & Packaging
Raw material is pneumatically conveyed from the upstream process to the jet mill’s raw material storage silo. It then passes through a transfer hopper, buffer hopper, and rotary feeder into the milling chamber, where it is pulverized by high-temperature nitrogen. The qualified, milled material is classified and sent to the product dust collector. The final product is discharged via a butterfly valve to the next processing stage.
V. Quality Control Points & Key Parameters
1. Classifier Wheel Frequency: Standard value ±5 Hz
2. Discharge Feeder Frequency: Standard value ±5 Hz
3. Oxygen Content: ≤50 ppm
4. Milling Air Pressure: Standard value ±100 kPa
5. Air Source Temperature: 100-120°C
6. Dew Point of Milling Air: ≤ -20°C
7. Seal Air Pressure / Protection Air Pressure: Standard value ±0.05 MPa
8. Powder Concentration (%): 0.2 – 2.4
9. Classifier Wheel Current: Standard value ±5 A
10. Filter Differential Pressure (Pa): Standard value ±200
11. Conveying Fan Frequency (Hz) / Current (A): Standard value ±10 / Standard value ±5
12. Particle Size Distribution:
D10 ≥ 0.3 µm, D50: 1.1 ± 0.5 µm, D90 ≤ 10 µm, D99 ≤ 25 µm
VI. Operational Notes & Safety

1. Oxygen Monitoring: Strictly monitor system oxygen content during startup and operation. If levels exceed limits, manually open the inert gas purge valve and exhaust valve to displace oxygen.
2. Negative Pressure Control: Maintain system negative pressure between -2 to -6 kPa. While usually auto-regulated, manual adjustment via purge/exhaust valves may be needed if automatic control is insufficient.
3. Material Flow: Monitor discharge flow regularly. Use air hammers to assist if bridging or poor flow occurs.
4. Classifier Operation: Operate classifier frequency within 5-50 Hz. Do NOT exceed rated frequency/motor current. Reverse rotation is prohibited.
5. Feeder Operation: Operate screw feeder frequency within 5-50 Hz. Do NOT exceed rated frequency/motor current.
6. Shutdown Procedure: After shutdown, completely purge residual gas from the air compressor and dryer.
7. Equipment Environment: Ambient temperature for compressor and refrigerated dryer must not exceed 40°C to ensure service life.
8. During production inspections, check the indicator lights on the electrical control cabinet. A green light indicates normal equipment operation; a yellow light indicates an equipment alarm, requiring immediate inspection and resolution of the alarm; a red light indicates equipment failure, requiring immediate shutdown for inspection—operation may only resume after the fault is cleared. It is strictly prohibited to continue operating the equipment when the yellow alarm light is on.
9. Proper Shutdown: Before shutdown, ensure the milling chamber is completely empty (typically 5-20 minutes after stopping feed). Do NOT stop the entire system immediately after stopping feed or with material still in the chamber. If material remains in the chamber after a normal stop, it must be fully cleaned before restarting. Never start the mill with material inside.
Factors Affecting Milling Efficiency

1. Feed Rate: For the same material, different feed rates result in different fineness. With other conditions constant, a higher feed rate generally yields finer product with a narrower size distribution. However, an excessively low rate reduces particle collision probability, adversely affecting fineness. Adjusting feed rate aims to achieve the optimal gas-to-solid ratio. Poorer grindability or higher fineness requirements demand a higher gas-to-solid ratio.
2. Milling Pressure: The principle relies on converting fluid pressure energy into kinetic energy, which provides the grinding force. Higher gas pressure increases jet velocity (though not linearly, as resistance coefficients rise beyond a certain point), thus influencing energy input.
3. Nozzle Size: Nozzle diameter affects the quantity of accelerated particles and their final velocity, impacting final particle size and uniformity. Generally, smaller nozzles increase pressure, act on fewer particles, yield higher particle speeds, lead to poorer uniformity after collision, produce finer but less consistent powder, and vice versa. To improve uniformity and reduce large particle sizes (D90, Dmax), appropriately increasing nozzle diameter may be necessary.
4. Milling Temperature: Lower material temperature significantly reduces milling efficiency and production capacity. Where possible, increasing the process temperature is recommended to counteract this normal phenomenon.
5. Back Pressure Influence: Back pressure, the static pressure at the nozzle outlet inside the milling chamber, affects the gas flow velocity within the nozzle. Excessive back pressure impedes nozzle flow, directly reducing the kinetic energy available for milling. Increased back pressure is detrimental. In production, rising resistance in the collection system can also increase back pressure. Ensuring system back pressure is within the set range (+2 to +6 kPa) helps maintain higher particle impact velocities, favoring efficient grinding.
Epic Powder
Epic Powder is specialized in fine powder processing technology for mineral industry, chemical industry, food industry, pharama industry, etc. Our team has more than 20 years experience in Various powders processing and had ever designed and installed the biggest Jet Mill Line for ultra-fine barite powder production line in China. We are a most professional supplier of powder processing projects, especially powder milling, powder classifying, powder dispersing, powder classifying, powder surface treatment and waste recycling. We supply consultancy, testing, project design, machines, commissioning and training.

“Thanks for reading. I hope my article helps. Please leave a comment down below. You may also contact EPIC Powder online customer representative Zelda for any further inquiries.”
— Posted by Jason Wang, Senior Engineer