At Epic Powder, we understand that the true performance of Lithium Iron Phosphate (LFP) batteries is engineered at the particle level. Our precisely controlled LFP jet milling process transforms sintered material into high-purity powder, achieving the exact particle size distribution and ultra-low moisture content required for superior energy density, safety, and cycle life. This process goes beyond grinding—it integrates classification, drying, and inert gas protection in one efficient system. Whether optimizing for finer D50 or a tighter PSD, understanding LFP jet milling is key to elevating material quality and production consistency. For engineers focused on next-generation battery performance, this is where precision begins.

I. Obiettivo del processo
Per trasportare il materiale sinterizzato al silo delle materie prime per la macinazione a getto, riscaldando e asciugando contemporaneamente il materiale per garantire che il suo contenuto di umidità e la dimensione delle particelle soddisfino le specifiche del prodotto.
II. Attrezzatura principale
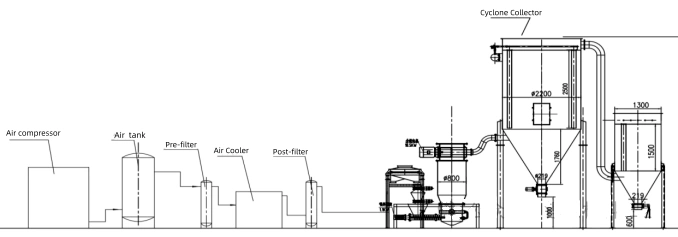
Il sistema di fresatura a getto è costituito principalmente da:
Compressore d'aria (sistema di alimentazione dell'aria)
Sistema di alimentazione
Host di fresatura
Classificatore d'aria turbo
Sistema di scarico
Sistema di filtraggio
Sistema di controllo
III. Condizioni di processo e principio di funzionamento
Il materiale viene immesso in una camera dove viene accelerato da un getto ad alta velocità. Le intense collisioni tra particelle e tra particelle e pareti, insieme alle forze di attrito e di taglio, fratturano e polverizzano il materiale. Un classificatore integrato classifica quindi la polvere macinata. Il collettore di polveri raccoglie la polvere fine che soddisfa le specifiche dimensionali come prodotto finale, purificando contemporaneamente l'aria. Il sistema restituisce la polvere grossolana sovradimensionata alla camera di macinazione per un'ulteriore macinazione. Durante le fasi di macinazione, classificazione e trasporto, il processo essicca l'umidità presente nel materiale.
IV. Flusso del processo
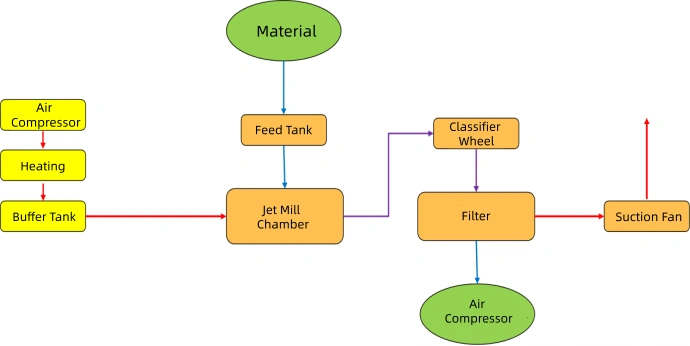
Fasi del processo: Trasporto di materie prime → Macinazione e classificazione → Trasporto di prodotti → Scarico e imballaggio
La materia prima viene trasportata pneumaticamente dal processo a monte al silo di stoccaggio del mulino a getto. Passa quindi attraverso una tramoggia di trasferimento, una tramoggia di accumulo e un alimentatore rotante nella camera di macinazione, dove viene polverizzata con azoto ad alta temperatura. Il materiale macinato qualificato viene classificato e inviato al depolveratore. Il prodotto finale viene scaricato tramite una valvola a farfalla alla fase di lavorazione successiva.
V. Punti di controllo qualità e parametri chiave
1. Frequenza della ruota del classificatore: valore standard ±5 Hz
2. Frequenza di alimentazione di scarico: valore standard ±5 Hz
3. Contenuto di ossigeno: ≤50 ppm
4. Pressione dell'aria di fresatura: valore standard ±100 kPa
5. Temperatura della sorgente d'aria: 100-120°C
6. Punto di rugiada dell'aria di macinazione: ≤ -20°C
7. Pressione dell'aria di tenuta / Pressione dell'aria di protezione: valore standard ±0,05 MPa
8. Concentrazione della polvere (%): 0,2 – 2,4
9. Corrente della ruota del classificatore: valore standard ±5 A
10. Pressione differenziale del filtro (Pa): valore standard ±200
11. Frequenza della ventola di trasporto (Hz) / Corrente (A): Valore standard ±10 / Valore standard ±5
12. Distribuzione granulometrica:
D10 ≥ 0,3 µm, D50: 1,1 ± 0,5 µm, D90 ≤ 10 µm, D99 ≤ 25 µm
VI. Note operative e sicurezza

1. Monitoraggio dell'ossigeno: monitorare attentamente il contenuto di ossigeno del sistema durante l'avvio e il funzionamento. Se i livelli superano i limiti, aprire manualmente la valvola di spurgo del gas inerte e la valvola di scarico per eliminare l'ossigeno.
2. Controllo della pressione negativa: mantenere la pressione negativa del sistema tra -2 e -6 kPa. Sebbene solitamente la regolazione sia automatica, potrebbe essere necessaria una regolazione manuale tramite valvole di spurgo/scarico se il controllo automatico non è sufficiente.
3. Flusso del materiale: monitorare regolarmente il flusso di scarico. Utilizzare martelli pneumatici per aiutare in caso di ponti o flusso scarso.
4. Funzionamento del classificatore: utilizzare il classificatore a una frequenza compresa tra 5 e 50 Hz. NON superare la frequenza nominale/corrente del motore. La rotazione inversa è vietata.
5. Funzionamento dell'alimentatore: utilizzare la frequenza dell'alimentatore a vite entro 5-50 Hz. NON superare la frequenza nominale/corrente del motore.
6. Procedura di spegnimento: dopo lo spegnimento, spurgare completamente il gas residuo dal compressore d'aria e dall'essiccatore.
7. Ambiente dell'apparecchiatura: la temperatura ambiente del compressore e dell'essiccatore refrigerato non deve superare i 40°C per garantirne la durata.
8. Durante le ispezioni di produzione, controllare le spie luminose sul quadro elettrico di controllo. Una luce verde indica il normale funzionamento dell'apparecchiatura; una luce gialla indica un allarme dell'apparecchiatura, che richiede un'ispezione immediata e la risoluzione dell'allarme; una luce rossa indica un guasto dell'apparecchiatura, che richiede l'arresto immediato per l'ispezione; il funzionamento può riprendere solo dopo la risoluzione del guasto. È severamente vietato continuare a utilizzare l'apparecchiatura quando la luce gialla di allarme è accesa.
9. Spegnimento corretto: prima di spegnere il mulino, assicurarsi che la camera di macinazione sia completamente vuota (in genere 5-20 minuti dopo l'interruzione dell'alimentazione). NON arrestare l'intero sistema immediatamente dopo l'interruzione dell'alimentazione o con il materiale ancora nella camera. Se il materiale rimane nella camera dopo un normale arresto, è necessario pulirla completamente prima di riavviarla. Non avviare mai il mulino con il materiale all'interno.
Fattori che influenzano l'efficienza della macinazione

1. Velocità di avanzamento: per lo stesso materiale, diverse velocità di avanzamento determinano diverse finezze. A parità di altre condizioni, una velocità di avanzamento più elevata produce generalmente un prodotto più fine con una distribuzione granulometrica più stretta. Tuttavia, una velocità eccessivamente bassa riduce la probabilità di collisione delle particelle, influendo negativamente sulla finezza. La regolazione della velocità di avanzamento mira a ottenere il rapporto gas/solido ottimale. Una minore macinabilità o requisiti di finezza più elevati richiedono un rapporto gas/solido più elevato.
2. Pressione di macinazione: il principio si basa sulla conversione dell'energia di pressione del fluido in energia cinetica, che fornisce la forza di macinazione. Una maggiore pressione del gas aumenta la velocità del getto (anche se non in modo lineare, poiché i coefficienti di resistenza aumentano oltre un certo punto), influenzando così l'apporto di energia.
3. Dimensioni dell'ugello: il diametro dell'ugello influisce sulla quantità di particelle accelerate e sulla loro velocità finale, influenzando la dimensione finale delle particelle e l'uniformità. In genere, ugelli più piccoli aumentano la pressione, agiscono su un minor numero di particelle, producono velocità delle particelle più elevate, portano a una minore uniformità dopo la collisione, producono polvere più fine ma meno omogenea e viceversa. Per migliorare l'uniformità e ridurre le dimensioni delle particelle più grandi (D90, Dmax), potrebbe essere necessario aumentare opportunamente il diametro dell'ugello.
4. Temperatura di macinazione: una temperatura inferiore del materiale riduce significativamente l'efficienza di macinazione e la capacità produttiva. Ove possibile, si raccomanda di aumentare la temperatura di processo per contrastare questo fenomeno normale.
5. Influenza della contropressione: la contropressione, ovvero la pressione statica all'uscita dell'ugello all'interno della camera di macinazione, influisce sulla velocità del flusso di gas all'interno dell'ugello. Una contropressione eccessiva ostacola il flusso dell'ugello, riducendo direttamente l'energia cinetica disponibile per la macinazione. Un aumento della contropressione è dannoso. In produzione, anche l'aumento della resistenza nel sistema di raccolta può aumentare la contropressione. Assicurarsi che la contropressione del sistema sia compresa nell'intervallo impostato (da +2 a +6 kPa) aiuta a mantenere velocità di impatto delle particelle più elevate, favorendo una macinazione efficiente.
Polvere epica
Polvere epica è specializzata nella tecnologia di lavorazione delle polveri fini per l'industria mineraria, chimica, alimentare, farmaceutica, ecc. Il nostro team vanta oltre 20 anni di esperienza nella lavorazione di polveri di vario tipo e ha progettato e installato la più grande linea di produzione di polveri di barite ultrafine in Cina. Siamo un fornitore altamente professionale di progetti di lavorazione delle polveri, in particolare macinazione, classificazione, dispersione e trattamento superficiale delle polveri e riciclaggio dei rifiuti. Offriamo consulenza, collaudo, progettazione, macchinari, messa in servizio e formazione.

“"Grazie per aver letto l'articolo. Spero vi sia stato utile. Lasciate un commento qui sotto. Potete anche contattare il servizio clienti online di EPIC Powder." Zelda per ulteriori informazioni."
— Pubblicato da Jason Wang, Ingegnere Senior