At Epic Powder, we understand that the true performance of Lithium Iron Phosphate (LFP) batteries is engineered at the particle level. Our precisely controlled LFP jet milling process transforms sintered material into high-purity powder, achieving the exact particle size distribution and ultra-low moisture content required for superior energy density, safety, and cycle life. This process goes beyond grinding—it integrates classification, drying, and inert gas protection in one efficient system. Whether optimizing for finer D50 or a tighter PSD, understanding LFP jet milling is key to elevating material quality and production consistency. For engineers focused on next-generation battery performance, this is where precision begins.

I. Objetivo del proceso
Transportar el material sinterizado al silo de materia prima para la molienda por chorro, mientras se calienta y seca simultáneamente el material para garantizar que su contenido de humedad y tamaño de partícula cumplan con las especificaciones del producto.
II. Equipo principal
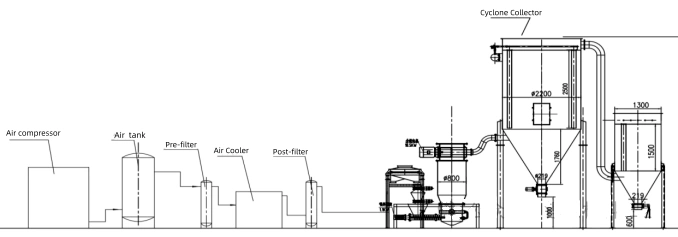
El sistema de fresado por chorro consta principalmente de:
Compresor de aire (sistema de fuente de aire)
Sistema de alimentación
Host de fresado
Clasificador de aire turbo
Sistema de descarga
Sistema de filtrado
Sistema de control
III. Condiciones del proceso y principio de funcionamiento
El material se introduce en una cámara donde se acelera mediante un chorro de alta velocidad. Las intensas colisiones entre partículas y entre partículas y paredes, junto con las fuerzas de fricción y cizallamiento, fracturan y pulverizan el material. Un clasificador integrado clasifica el polvo molido. El colector de polvo recoge el polvo fino que cumple con las especificaciones de tamaño como producto final, a la vez que purifica el aire. El sistema devuelve el polvo grueso de gran tamaño a la cámara de molienda para su posterior molienda. Durante las etapas de molienda, clasificación y transporte, el proceso seca la humedad residual del material.
IV. Flujo del proceso
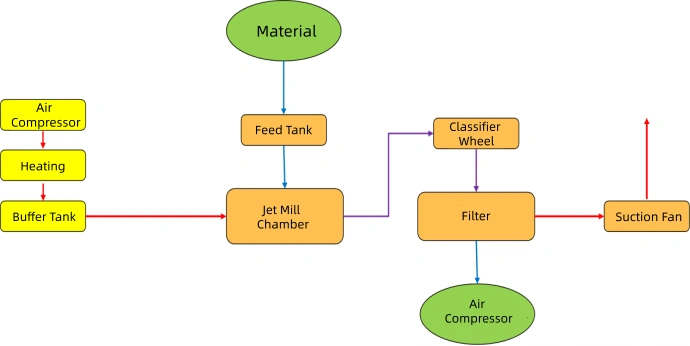
Pasos del proceso: Transporte de materia prima → Molienda y clasificación → Transporte de producto → Descarga y envasado
La materia prima se transporta neumáticamente desde el proceso anterior hasta el silo de almacenamiento del molino de chorro. A continuación, pasa por una tolva de transferencia, una tolva intermedia y un alimentador rotatorio hasta la cámara de molienda, donde se pulveriza con nitrógeno a alta temperatura. El material molido, una vez calificado, se clasifica y se envía al colector de polvo. El producto final se descarga mediante una válvula de mariposa a la siguiente etapa de procesamiento.
V. Puntos de control de calidad y parámetros clave
1. Frecuencia de la rueda clasificadora: Valor estándar ±5 Hz
2. Frecuencia del alimentador de descarga: Valor estándar ±5 Hz
3. Contenido de oxígeno: ≤50 ppm
4. Presión del aire de fresado: Valor estándar ±100 kPa
5. Temperatura de la fuente de aire: 100-120 °C
6. Punto de rocío del aire de molienda: ≤ -20 °C
7. Presión de aire de sellado / Presión de aire de protección: Valor estándar ±0,05 MPa
8. Concentración de polvo (%): 0,2 – 2,4
9. Corriente de la rueda clasificadora: Valor estándar ±5 A
10. Presión diferencial del filtro (Pa): Valor estándar ±200
11. Frecuencia del ventilador transportador (Hz) / Corriente (A): Valor estándar ±10 / Valor estándar ±5
12. Distribución del tamaño de partículas:
D10 ≥ 0,3 µm, D50: 1,1 ± 0,5 µm, D90 ≤ 10 µm, D99 ≤ 25 µm
VI. Notas operativas y de seguridad

1. Monitoreo de oxígeno: Monitoree estrictamente el contenido de oxígeno del sistema durante el arranque y la operación. Si los niveles exceden los límites, abra manualmente la válvula de purga de gas inerte y la válvula de escape para desplazar el oxígeno.
2. Control de presión negativa: Mantenga la presión negativa del sistema entre -2 y -6 kPa. Aunque suele autorregularse, puede ser necesario ajustarlo manualmente mediante válvulas de purga/escape si el control automático es insuficiente.
3. Flujo de material: Supervise regularmente el flujo de descarga. Utilice martillos neumáticos para ayudar en caso de obstrucción o flujo deficiente.
4. Operación del clasificador: Opere el clasificador a una frecuencia de 5 a 50 Hz. NO exceda la frecuencia nominal ni la corriente del motor. Se prohíbe la rotación inversa.
5. Operación del alimentador: Opere el alimentador de tornillo con una frecuencia entre 5 y 50 Hz. NO exceda la frecuencia/corriente nominal del motor.
6. Procedimiento de apagado: Después del apagado, purgue completamente el gas residual del compresor de aire y del secador.
7. Entorno del equipo: La temperatura ambiente del compresor y del secador refrigerado no debe superar los 40 °C para garantizar su vida útil.
8. Durante las inspecciones de producción, revise las luces indicadoras del gabinete de control eléctrico. Una luz verde indica que el equipo funciona correctamente; una luz amarilla indica una alarma, que requiere inspección y resolución inmediatas; una luz roja indica una falla del equipo, que requiere un apagado inmediato para su inspección. El equipo solo podrá operarse una vez que se haya solucionado la falla. Está estrictamente prohibido continuar operando el equipo cuando la luz amarilla de alarma esté encendida.
9. Apagado correcto: Antes de apagar, asegúrese de que la cámara de molienda esté completamente vacía (normalmente de 5 a 20 minutos después de detener la alimentación). NO detenga el sistema inmediatamente después de detener la alimentación ni con material aún en la cámara. Si queda material en la cámara después de una parada normal, debe limpiarse completamente antes de reiniciarla. Nunca arranque el molino con material dentro.
Factores que afectan la eficiencia de la molienda

1. Velocidad de alimentación: Para el mismo material, diferentes velocidades de alimentación resultan en una finura diferente. Con otras condiciones constantes, una velocidad de alimentación más alta generalmente produce un producto más fino con una distribución de tamaño más estrecha. Sin embargo, una velocidad demasiado baja reduce la probabilidad de colisión de partículas, lo que afecta negativamente la finura. El ajuste de la velocidad de alimentación busca lograr la relación gas-sólido óptima. Una molturabilidad deficiente o requisitos de finura más altos requieren una relación gas-sólido más alta.
2. Presión de molienda: El principio se basa en convertir la energía de la presión del fluido en energía cinética, lo que proporciona la fuerza de molienda. Una mayor presión de gas aumenta la velocidad del chorro (aunque no linealmente, ya que los coeficientes de resistencia superan cierto punto), lo que influye en el consumo de energía.
3. Tamaño de la boquilla: El diámetro de la boquilla afecta la cantidad de partículas aceleradas y su velocidad final, lo que influye en el tamaño y la uniformidad de las partículas. Generalmente, las boquillas más pequeñas aumentan la presión, actúan sobre menos partículas, producen mayores velocidades de partícula, reducen la uniformidad tras la colisión y producen un polvo más fino pero menos consistente, y viceversa. Para mejorar la uniformidad y reducir el tamaño de las partículas grandes (D90, Dmáx), puede ser necesario aumentar el diámetro de la boquilla según corresponda.
4. Temperatura de fresado: Una temperatura más baja del material reduce significativamente la eficiencia del fresado y la capacidad de producción. Siempre que sea posible, se recomienda aumentar la temperatura del proceso para contrarrestar este fenómeno normal.
5. Influencia de la contrapresión: La contrapresión, la presión estática en la salida de la boquilla dentro de la cámara de molienda, afecta la velocidad del flujo de gas dentro de la boquilla. Una contrapresión excesiva impide el flujo de la boquilla, reduciendo directamente la energía cinética disponible para la molienda. Un aumento de la contrapresión es perjudicial. Durante la producción, el aumento de la resistencia en el sistema de recolección también puede aumentar la contrapresión. Asegurarse de que la contrapresión del sistema se mantenga dentro del rango establecido (+2 a +6 kPa) ayuda a mantener velocidades de impacto de partículas más altas, lo que favorece una molienda eficiente.
Polvo épico
Polvo épico Nos especializamos en tecnología de procesamiento de polvo fino para las industrias minera, química, alimentaria y farmacéutica, entre otras. Nuestro equipo cuenta con más de 20 años de experiencia en el procesamiento de diversos polvos y ha diseñado e instalado la línea de molino de chorro más grande de China para la producción de polvo ultrafino de barita. Somos un proveedor altamente profesional de proyectos de procesamiento de polvo, especialmente molienda, clasificación, dispersión y clasificación de polvo, tratamiento de superficies de polvo y reciclaje de residuos. Ofrecemos servicios de consultoría, pruebas, diseño de proyectos, maquinaria, puesta en marcha y capacitación.

“Thanks for reading. I hope my article helps. Please leave a comment down below. You may also contact EPIC Powder online customer representative Zelda para cualquier otra consulta.
— Publicado por Jason Wang, Ingeniero sénior