Chemical powders are among the most demanding materials to process at industrial scale. Unlike mineral or food powders, chemical feedstocks span an enormous range of reactivity. They range from inert inorganic fillers to oxidation-sensitive metal compounds, combustible organic pigments and catalytically active surfaces that degrade on contact with heat or moisture. One-size-fits-all milling equipment simply does not work. So let’s explore how jet milling controls particle size, manages reactivity, and ensures safe chemical powder processing.
At EPIC Powder Machinery, we engineer jet milling systems specifically configured for the challenges of chemical powder processing. This article explains what makes chemical powders uniquely difficult to mill, how the right equipment manages reactivity and explosion risk. It also shows how controlled particle engineering delivers the precise size distributions that downstream processes — coatings, polymer compounding and catalytic reactions. We also cover three high-value application areas in depth: pigments and dyes, flame retardants, and catalyst powders.

¿Por qué el procesamiento de polvos químicos requiere equipos especializados?
La mayoría de los equipos de procesamiento de polvo están diseñados con premisas que simplemente no se aplican a las aplicaciones químicas. Los molinos de martillos generan calor. Los molinos de bolas presentan riesgo de contaminación metálica. La molienda húmeda de perlas introduce humedad, lo cual es catastrófico para los compuestos sensibles a la humedad y una fuente de contaminación iónica que degrada la pureza de los catalizadores y los materiales de grado electrónico.
Los polvos químicos presentan cuatro desafíos distintos que los equipos estándar no pueden resolver de manera confiable:
- Amplio rango de reactividad: La misma planta de producción puede procesar carbonato de calcio inerte en un turno y un material anódico sensible a la oxidación en el siguiente. El equipo debe ser configurable, no fijo.
- Peligro de polvo combustible: Muchos pigmentos orgánicos, materiales a base de carbono e intermediarios químicos finos presentan energías mínimas de ignición (EMI) bajas y altos índices de deflagración (Kst). Sin un diseño a prueba de explosiones ni sistemas de gas inerte, la molienda supone un grave riesgo para la seguridad.
- Sensibilidad a la contaminación: La contaminación por trazas de metales provenientes de los medios de molienda puede desactivar los sitios catalíticos, alterar el tono del pigmento o causar la degradación del polímero. El procesamiento de grado químico requiere superficies de contacto de cerámica, alúmina o carburo de silicio, no de acero al carbono.
- La morfología de las partículas determina el rendimiento: En el caso de los productos químicos, el tamaño de partícula no es solo un parámetro de calidad, sino también funcional. Un retardante de llama molido a D50 8 µm se comporta de forma diferente al mismo material a D50 3 µm. El área superficial, la reactividad, la dispersabilidad y el cumplimiento normativo dependen de una distribución del tamaño de partícula precisa.
La molienda por chorro aborda estos cuatro desafíos mediante su diseño: sin generación de calor mecánico, sin medios de molienda en contacto con el producto y con total compatibilidad con atmósferas de gas inerte y sistemas de circuito cerrado.
La seguridad es lo primero: gestión del riesgo de reactividad y explosión en la molienda de polvos
Para muchos polvos químicos, la molienda es el punto de mayor riesgo en el proceso de producción. La molienda reduce el tamaño de las partículas y aumenta drásticamente la superficie, lo que acelera la oxidación, reduce los umbrales de ignición y aumenta la probabilidad de ignición de nubes de polvo. Los ingenieros de proceso y los responsables de EHS deben especificar equipos que gestionen activamente estos riesgos, no solo equipos que los toleren.
Comprender el peligro: polvo combustible y polvos reactivos
Se aplican dos categorías de peligro distintas a la molienda de polvo químico. La primera es el polvo combustible: pigmentos orgánicos, negros de humo, polvos poliméricos y muchos intermediarios químicos finos forman nubes de polvo explosivas si la concentración de partículas supera la concentración mínima explosiva (CME) y existe una fuente de ignición. Normas como NFPA 68, NFPA 654 e IEC 61241 rigen los requisitos de diseño de los equipos que manipulan estos materiales.
La segunda categoría son los polvos reactivos y sensibles a la oxidación: los polvos metálicos (aluminio, magnesio, titanio), los materiales para baterías de litio y los compuestos de tierras raras reaccionan exotérmicamente con el oxígeno atmosférico. Incluso sin una fuente de ignición, la oxidación superficial durante la molienda puede comprometer la pureza del producto, reducir el rendimiento y, en algunos casos, generar condiciones térmicas descontroladas.
Cómo Jet Milling gestiona estos riesgos
Los molinos de chorro abordan los riesgos del procesamiento químico mediante una combinación de principios operativos fundamentales y opciones de ingeniería:
- Sin generación de calor mecánico: El aire comprimido o el gas realizan la trituración. No hay cuchillas giratorias, martillos ni superficies de molienda que generen calor por fricción, lo que elimina una fuente primaria de ignición.
- Purga de gas inerte (N₂, Ar, CO₂): El circuito de molienda puede purgarse y mantenerse en atmósfera inerte durante todo el procesamiento. Esto previene la oxidación de polvos reactivos y la eliminación de oxígeno por debajo de la concentración límite de oxígeno (CLO) para materiales combustibles. Los molinos de chorro de polvo EPIC están diseñados para funcionar con un circuito de gas inerte completo.
- Construcción a prueba de explosiones: Configuraciones con clasificación ATEX/IECEx con carcasas resistentes a impactos y presiones, conexión a tierra estática y superficies internas antichispas para entornos con polvo combustible.
- Descarga de circuito cerrado con filtración integral: Para polvos tóxicos, cancerígenos o altamente reactivos, los sistemas completamente sellados con filtros de bolsa o ciclones integrados garantizan cero exposición del operador y contienen el producto desde la entrada del molino hasta el recipiente de recolección final.
- Sistemas de alivio y supresión de presión: Se pueden integrar paneles de ventilación de explosiones y sistemas de supresión química según lo requiera la evaluación de riesgos del sitio.
Parámetros de seguridad clave que se deben especificar al solicitar un molino de chorro de polvo químico
• Clase de material Kst/St: determina la categoría de protección contra explosiones requerida
• Energía mínima de ignición (MIE): impulsa los requisitos antiestáticos y de conexión a tierra
• Concentración límite de oxígeno (LOC): establece el nivel objetivo de O₂ para sistemas de gas inerte
• Sensibilidad a la temperatura de funcionamiento: determina los requisitos de refrigeración y el control de la temperatura del gas.
• Toxicidad/OEL: impulsa la decisión de diseño de circuito cerrado frente a circuito abierto
• Objetivo D50 / D97: determina el tipo de molino y la configuración del clasificador
Ingeniería de partículas controladas: cómo lograr un tamaño y una distribución precisos
En la fabricación de productos químicos, el término ‘ingeniería de partículas controlada’ significa algo específico: la capacidad de alcanzar una distribución de tamaño de partícula definida (D50, D90, D97 y span) de forma repetible, lote tras lote, sin intervención manual ni desviaciones del proceso. Esto no es solo un requisito de control de calidad, sino un requisito funcional.
Consideremos el factor determinante del tamaño de partícula en las aplicaciones químicas: la velocidad de reacción de un catalizador depende de la superficie disponible, la cual es inversamente proporcional al diámetro de partícula. El poder cubriente de un pigmento depende del D50. La eficiencia de un retardante de llama depende de su superficie y de su rapidez de descomposición térmica. Una pequeña variación en la densidad óptica de partículas (PSD) no es un defecto estético, sino un cambio en el rendimiento del producto.
Los parámetros que controlan el tamaño de las partículas en la molienda por chorro
Los molinos de chorro ofrecen un conjunto de parámetros de proceso ajustables independientemente que definen colectivamente la PSD de salida:
- Velocidad de la rueda clasificadora: La palanca de control principal del D50. Aumentar la velocidad del clasificador incrementa la fuerza centrífuga que actúa sobre las partículas, devolviendo el material más grueso para una mayor molienda y ajustando el punto de corte. Un clasificador bien ajustado puede mantener el D50 con una precisión de ±0,3 µm entre pasadas.
- Presión de molienda y configuración de boquillas: Una mayor presión del gas comprimido aumenta la velocidad de las partículas y la energía de impacto, lo que reduce los valores D50 y D97. La geometría y el número de boquillas determinan la intensidad y la direccionalidad de la zona de molienda.
- Velocidad de alimentación: Con velocidad del clasificador y presión de molienda constantes, aumentar la velocidad de alimentación hace que el PSD sea ligeramente más grueso. Optimizar la velocidad de alimentación equilibra el rendimiento con la finura.
- Medios (para molinos de chorro de lecho fluidizado): Los molinos de chorro de lecho fluidizado utilizan medios de molienda para complementar el impacto partícula sobre partícula, lo que permite valores D97 más finos y un mayor rendimiento para materiales más duros.
For most chemical applications, a fluidised bed jet mill with integrated dynamic classifier is the preferred configuration — it offers superior fineness control, higher throughput, and lower specific energy consumption than a simple spiral jet mill. EPIC Powder’s engineering team conducts lab-scale trials to optimise these parameters before committing to full production specifications.
Rangos de tamaño de partículas alcanzables
Dependiendo de la dureza y configuración del material, el fresado por chorro generalmente proporciona:
| Tipo de molino | Rango típico de D50 | D97 típico | Ideal para |
| Molino de chorro espiral | 1 – 20 µm | <30 µm | Lotes pequeños, I+D, materiales sensibles al calor |
| Molino de chorro de lecho fluidizado | 2 – 50 µm | < 10 µm alcanzables | Escala de producción, materiales duros, PSD ajustado |
| Lecho fluidizado + clasificador | 1 – 30 µm | < 5 µm alcanzables | Requisitos de alta pureza y distribución estrecha |
Foco de aplicación 1: Pigmentos y colorantes
El tamaño de partícula es posiblemente más crítico para los pigmentos y colorantes que para cualquier otra categoría química, ya que determina directamente las propiedades ópticas del producto final. La intensidad del color, la opacidad, el brillo y la uniformidad del tinte varían considerablemente con los cambios en el D50, a menudo a nivel submicrónico.
Para pigmentos orgánicos (ftalocianinas, quinacridonas, compuestos azoicos), el D50 objetivo suele estar entre 1 y 5 µm, con un rango estrecho para garantizar la consistencia del color en todos los lotes de producción. Los pigmentos inorgánicos, como el dióxido de titanio (TiO₂) y los óxidos de hierro, requieren una precisión similar; para recubrimientos de alta opacidad, el TiO₂ suele especificarse en un D50 de 0,2 a 0,4 µm, un rango alcanzable mediante el fresado y la clasificación por chorro de alta presión.
¿Por qué el fresado por chorro es la opción preferida para los pigmentos?

Tres ventajas específicas hacen del fresado por chorro la tecnología dominante para la reducción del tamaño de pigmentos en aplicaciones premium:
•Cero contaminación metálica: Los molinos de martillos y de bolas eliminan el metal de las superficies de molienda y lo incorporan al producto. En el caso de los pigmentos, incluso la contaminación por trazas de metal (hierro a nivel de partes por millón) altera perceptiblemente el tono, especialmente en formulaciones de base clara o blanca. El fresado por chorro elimina por completo el contacto entre las superficies metálicas y el producto.
•Sin cambios de color inducidos por el calor: Ciertos pigmentos orgánicos son termosensibles y experimentan transiciones de fase cristalina o descomposición parcial a temperaturas elevadas, lo que altera permanentemente las propiedades del color. El fresado por chorro no genera calor por fricción.
•El procesamiento en seco preserva la dispersabilidad: La molienda húmeda seguida de secado crea aglomerados duros mediante la acción de la fuerza capilar durante la evaporación del líquido. Estos aglomerados reducen la dispersabilidad en el medio de uso final (pintura, tinta, masterbatch de plástico) y requieren pasos adicionales de desaglomeración. La molienda por chorro seco descarga el polvo en su estado disperso natural.
El fresado por chorro se aplica en recubrimientos, tintas de impresión, coloración de plásticos y pigmentos cosméticos. Específicamente para el fresado de negro de humo —un material con un MIE extremadamente bajo y un Kst alto—, las configuraciones de bucle de gas inerte de EPIC Powder ofrecen una ruta de procesamiento segura y sin contaminación.
Aplicación destacada 2: Retardantes de llama
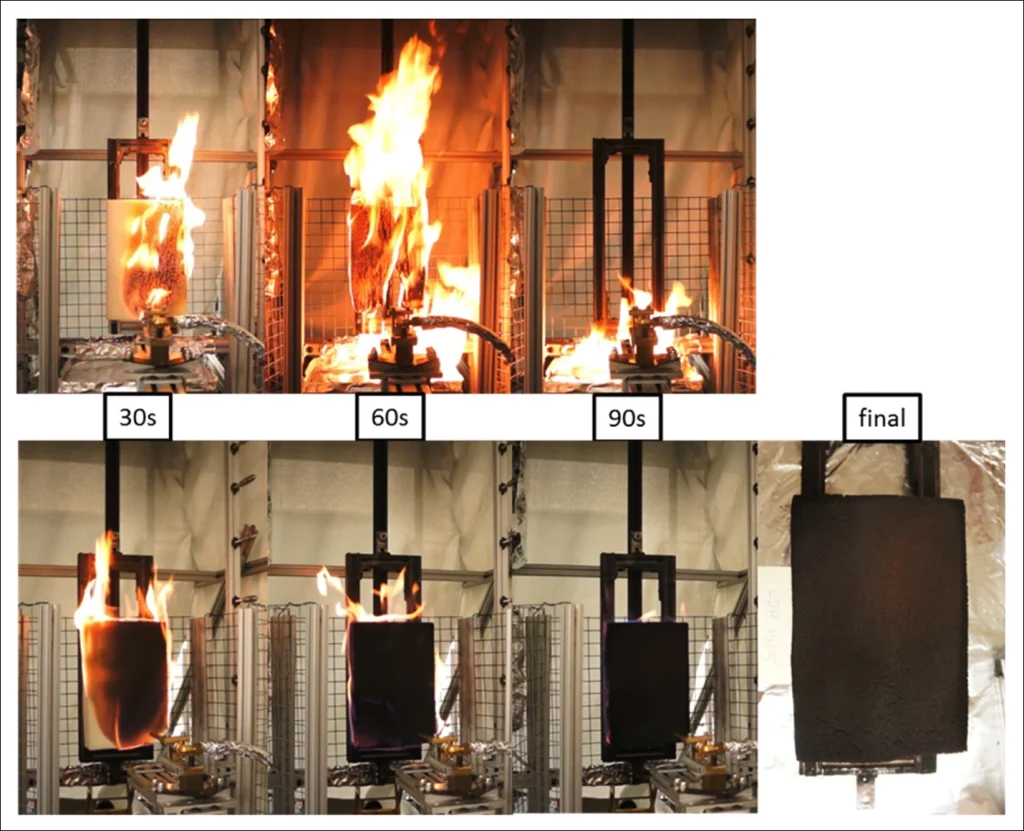
La eficacia de un retardante de llama mineral se determina principalmente por su superficie. Esta se determina por el tamaño de partícula. El trihidrato de aluminio (ATH) y el hidróxido de magnesio (Mg(OH)₂), los dos retardantes de llama sin halógenos más utilizados, funcionan por descomposición endotérmica. Absorben calor y liberan vapor de agua, diluyendo los gases combustibles y enfriando la matriz polimérica. Cuanto más rápida sea esta descomposición, más eficaz será la protección. La velocidad de descomposición aumenta con la superficie, lo que significa que las partículas más pequeñas ofrecen un mejor rendimiento.
Para aplicaciones poliméricas (compuestos para cables, caucho, láminas termoplásticas), el ATH y el Mg(OH)₂ se especifican típicamente en D50 de 2 a 8 µm, con D97 < 20 µm para evitar problemas de procesamiento durante la composición y la extrusión. Las partículas más gruesas reducen las propiedades mecánicas y causan defectos superficiales en los perfiles terminados.
Desafíos del procesamiento de los polvos retardantes de llama
El ATH y el Mg(OH)₂ son moderadamente duros y altamente abrasivos. Esta combinación acelera el desgaste en los molinos convencionales y corre el riesgo de contaminar el producto con material de molienda. La contaminación por metales en los retardantes de llama es particularmente problemática, ya que trazas de hierro o cromo pueden catalizar la degradación del polímero a temperaturas de procesamiento, lo que compromete tanto las propiedades mecánicas como el comportamiento frente al fuego del compuesto terminado.
El fresado por chorro con cámaras de molienda revestidas de cerámica o carburo de silicio aborda directamente el desgaste abrasivo. No hay superficies metálicas en la zona de molienda, las tasas de desgaste son insignificantes durante largos ciclos de producción y se preserva la pureza del producto. Además, el proceso de secado en circuito cerrado elimina la necesidad de secado posterior, lo cual es importante porque el ATH comienza a perder grupos hidroxilo por encima de los 180 °C, una temperatura a la que el secado por aspersión puede llegar.
Las normas de ensayo de resistencia al fuego pertinentes (UL 94, IEC 60695, EN 45545) establecen requisitos mínimos relacionados con el tamaño y la distribución de las partículas ignífugas. La consistencia de la PSD en el fresado por chorro se traduce directamente en resultados de ensayo consistentes, lo que reduce el riesgo de certificación.
Foco de aplicación 3: Polvos catalizadores
Para los polvos catalizadores, el tamaño de partícula y el área superficial no son parámetros de calidad, sino las principales variables de rendimiento. El área superficial BET de un catalizador es inversamente proporcional al tamaño de partícula: al reducir a la mitad el D50, se duplica aproximadamente la superficie catalítica disponible por gramo de material, lo que aumenta las velocidades de reacción, la eficiencia de conversión y el aprovechamiento del catalizador.
Common catalyst materials processed by jet milling include zeolites (used in petroleum refining and petrochemicals), metal oxides such as TiO₂ (photocatalysis), Al₂O₃ and ZnO (industrial synthesis), and precious metal-on-support systems. In each case, the challenge is achieving the target particle size without deactivating the catalytic surface.
Por qué el procesamiento de catalizadores requiere un cuidado excepcional
La actividad catalítica se destruye fácilmente por las condiciones que crean los molinos convencionales:
- Calor: Las temperaturas elevadas durante la molienda pueden sinterizar las superficies del catalizador, colapsar las estructuras porosas en las zeolitas y provocar transiciones de fase no deseadas en los óxidos metálicos (por ejemplo, de anatasa a rutilo en TiO₂), lo que reduce permanentemente la actividad catalítica.
- Contaminación: Las trazas metálicas de los medios de molienda compiten con los sitios catalíticos activos o actúan como venenos para el catalizador. En sistemas de catalizadores de metales preciosos, incluso los niveles de contaminación de partes por billón son importantes.
- Exposición atmosférica: Muchos precursores de catalizadores y catalizadores de metales reducidos son sensibles al aire. El procesamiento en un sistema abierto provoca oxidación superficial que debe revertirse —con un consumo energético y un coste considerables— antes de su uso.
La molienda por chorro elimina simultáneamente los tres riesgos: no genera calor, no tiene contacto con el metal y es totalmente compatible con atmósferas de gas inerte. Los sistemas de gas inerte de circuito cerrado de EPIC Powder mantienen los niveles de oxígeno por debajo de 100 ppm en todo el circuito de molienda, lo que proporciona un entorno de procesamiento adecuado incluso para precursores de catalizadores pirofóricos.
Los objetivos típicos de tamaño de partícula para aplicaciones de catalizadores varían desde D50 2–20 µm para catalizadores soportados y polvos portadores, hasta D50 < 5 µm para fases activas de alta área superficial. Un control estricto de D97 es igualmente importante: las partículas de gran tamaño reducen la uniformidad del empaquetamiento del lecho en reactores de lecho fijo y causan canalización en aplicaciones de lecho fluidizado.
Cómo elegir la configuración correcta del molino de chorro para polvos químicos
Seleccionar la configuración correcta del molino de chorro para una aplicación de polvo químico implica adecuar las propiedades del material y los requisitos de procesamiento a las opciones de ingeniería disponibles. El siguiente marco abarca los puntos de decisión más críticos:
| Requisito | Configuración recomendada |
| Polvo combustible (St 1–2, pigmentos orgánicos, negro de carbón) | Molino con clasificación ATEX/IECEx + purga de gas inerte + ventilación de alivio de explosión |
| Polvo sensible a la oxidación (polvos metálicos, materiales de batería) | Circuito cerrado de gas inerte (N₂ o Ar) + monitorización de oxígeno + sistema de descarga inerte |
| Material tóxico o cancerígeno | Sistema de circuito cerrado completamente sellado con filtro de bolsa integrado + transferencia mediante caja de guantes |
| Objetivo D50 < 5 µm con PSD ajustado | Molino de chorro de lecho fluidizado con clasificador de aire dinámico |
| Objetivo D50 5–30 µm, rendimiento moderado | Molino de chorro espiral o de lecho fluidizado sin clasificador |
| Material abrasivo (ATH, Mg(OH)₂, TiO₂) | Cámara de molienda revestida de carburo de silicio o alúmina |
| Requisito de alta pureza (catalizadores de grado electrónico) | Molino revestido de cerámica + gas inerte + descarga cerrada |
| Desarrollo a escala de laboratorio / optimización de procesos | Prueba de molino de chorro a escala de laboratorio EPIC: resultados del D50 transferidos directamente a la escala de producción |
Estas configuraciones no son mutuamente excluyentes: muchas aplicaciones de polvos químicos requieren una combinación de características. El equipo de ingeniería de EPIC Powder Machinery colabora con los ingenieros de proceso desde la especificación inicial hasta las pruebas de laboratorio y la ampliación, garantizando que el sistema final se adapte con precisión al material, la PSD objetivo y los requisitos de seguridad de la planta.

Obtenga asesoramiento de expertos sobre su proceso de polvo químico
Cada aplicación de polvo químico es diferente: la configuración correcta del molino depende del material específico, el tamaño de partícula deseado y los requisitos de seguridad de su planta. Nuestro equipo de ingeniería en EPIC Powder Machinery cuenta con el conocimiento del proceso para lograrlo desde el primer intento, no desde el quinto.
Ofrecemos consultas de proceso gratuitas y pruebas de molienda a escala de laboratorio, para que pueda validar el rendimiento del tamaño de partícula y el diseño del sistema antes de comprometerse con el equipo de producción completo.
→ Solicite una consulta gratuita en www.jet-mills.com/contact
→ Explore nuestra gama de molinos de chorro en www.jet-mills.com

Preguntas frecuentes
¿Cuál es la forma más segura de moler polvos químicos reactivos o combustibles?
El enfoque más seguro combina el diseño de equipos con la ingeniería de procesos. Los molinos de chorro eliminan la generación de calor mecánico, una fuente principal de ignición en los molinos convencionales, y pueden configurarse con purga de gas inerte (nitrógeno o argón) para suprimir la ignición de polvo combustible al reducir el oxígeno por debajo de la concentración límite de oxígeno (LCO). Para entornos ATEX Zona 20/21, las carcasas resistentes a los choques de presión y los sistemas de descarga de circuito cerrado garantizan la seguridad del operador y el cumplimiento normativo. EPIC Powder Machinery ofrece sistemas de molino de chorro con certificación ATEX/IECEx para polvos químicos combustibles y reactivos.
¿Cómo logra la molienda por chorro un control preciso del tamaño de partículas para aplicaciones químicas?
Los molinos de chorro utilizan gas comprimido para acelerar las partículas a alta velocidad, lo que reduce su tamaño mediante el impacto entre partículas. La distribución del tamaño de las partículas resultantes se controla ajustando la velocidad de la rueda clasificadora (palanca de control principal del D50), la presión de molienda y la velocidad de alimentación. Un molino de chorro de lecho fluidizado bien ajustado con clasificador dinámico puede mantener el D50 con un margen de ±0,3 µm entre cada ciclo, logrando distribuciones desde 1 µm hasta más de 50 µm, según la configuración. EPIC Powder realiza ensayos a escala de laboratorio para definir el conjunto óptimo de parámetros antes de comenzar a producir a gran escala.
¿Qué tamaño de partícula se recomienda para retardantes de llama como ATH y hidróxido de magnesio?
Para la mayoría de las aplicaciones de compuestos de polímeros (aislamiento de cables, láminas de caucho, perfiles termoplásticos), el trihidrato de aluminio (ATH) y el hidróxido de magnesio se especifican en D50 de 2 a 8 µm, con D97 por debajo de 20 µm. Las partículas más finas proporcionan mayor área superficial, lo que acelera la descomposición endotérmica y aumenta la eficacia de la extinción de llamas. Sin embargo, las partículas excesivamente finas pueden aumentar la viscosidad del compuesto y reducir las propiedades mecánicas. La especificación óptima depende de la matriz polimérica y de la norma de ensayo de fuego objetivo (UL 94, IEC 60695, EN 45545).
¿Pueden los molinos de chorro procesar polvos catalizadores sin contaminar la superficie activa?
Sí, esta es una de las principales razones por las que los fabricantes prefieren la molienda por chorro para el procesamiento de catalizadores. Dado que el impacto partícula sobre partícula logra la conminución en lugar del contacto con superficies metálicas de molienda, el propio molino no introduce contaminación metálica. Combinado con cámaras de molienda revestidas de cerámica o carburo de silicio y atmósferas de gas inerte, la molienda por chorro preserva la pureza y la química superficial de los materiales catalíticamente activos. Zeolitas, óxidos metálicos y catalizadores de metales preciosos sobre soporte se procesan rutinariamente mediante molienda por chorro.
¿Cuál es la diferencia entre un molino de chorro en espiral y un molino de chorro de lecho fluidizado para aplicaciones químicas?
Un molino de chorro espiral utiliza una cámara de molienda circular donde un flujo en espiral acelera las partículas. La fuerza centrífuga las clasifica de forma natural. El gas retiene las partículas más gruesas en la zona de molienda exterior, mientras que barre las finas a través de una salida central. Los fabricantes lo prefieren para lotes pequeños, trabajos de I+D y materiales sensibles al calor. Un molino de chorro de lecho fluidizado utiliza chorros de gas opuestos para crear una zona de molienda fluidizada de alta energía. Se combina con un clasificador dinámico ajustable que permite un control PSD preciso e independiente. Para el procesamiento de polvos químicos a escala de producción que requiere una D50 constante y una D97 ajustada, el molino de chorro de lecho fluidizado con clasificador integrado es la configuración preferida.

“Thanks for reading. I hope my article helps. Please leave a comment down below. You may also contact EPIC Powder online customer representative Zelda para cualquier otra consulta.
— Emily Chen, Ingeniero