Chemical powders are among the most demanding materials to process at industrial scale. Unlike mineral or food powders, chemical feedstocks span an enormous range of reactivity. They range from inert inorganic fillers to oxidation-sensitive metal compounds, combustible organic pigments and catalytically active surfaces that degrade on contact with heat or moisture. One-size-fits-all milling equipment simply does not work. So let’s explore how jet milling controls particle size, manages reactivity, and ensures safe chemical powder processing.
At EPIC Powder Machinery, we engineer jet milling systems specifically configured for the challenges of chemical powder processing. This article explains what makes chemical powders uniquely difficult to mill, how the right equipment manages reactivity and explosion risk. It also shows how controlled particle engineering delivers the precise size distributions that downstream processes — coatings, polymer compounding and catalytic reactions. We also cover three high-value application areas in depth: pigments and dyes, flame retardants, and catalyst powders.

Why Chemical Powder Processing Demands Specialised Equipment
Most powder processing equipment is designed around assumptions that simply do not hold for chemical applications. Hammer mills generate heat. Ball mills risk metallic contamination. Wet bead milling introduces moisture — catastrophic for moisture-sensitive compounds and a source of ionic contamination that degrades the purity of catalysts and electronic-grade materials.
Chemical powders present four distinct challenges that standard equipment cannot reliably solve:
- Wide reactivity range: the same production facility may process inert calcium carbonate on one shift and an oxidation-sensitive anode material on the next. Equipment must be configurable, not fixed.
- Combustible dust hazard: many organic pigments, carbon-based materials, and fine chemical intermediates have low minimum ignition energies (MIE) and high deflagration indices (Kst). Without explosion-proof design and inert gas systems, milling creates a serious safety risk.
- Contamination sensitivity: trace metal contamination from grinding media can deactivate catalytic sites, shift pigment hue, or cause polymer degradation. Chemical-grade processing demands contact surfaces in ceramic, alumina, or silicon carbide — not carbon steel.
- Particle morphology drives performance: for chemicals, particle size is not just a quality parameter — it is a functional one. A flame retardant ground to D50 8 µm behaves differently from the same material at D50 3 µm. Surface area, reactivity, dispersibility, and regulatory compliance all depend on getting the particle size distribution exactly right.
Jet milling addresses all four of these challenges by design: no mechanical heat generation, no grinding media in contact with the product, and complete compatibility with inert gas atmospheres and closed-loop systems.
Safety First: Managing Reactivity and Explosion Risk in Powder Milling
For many chemical powders, the milling step is the highest-risk point in the production process. Grinding reduces particle size and dramatically increases surface area — which accelerates oxidation, lowers ignition thresholds, and increases the probability of dust cloud ignition. Process engineers and EHS managers must specify equipment that actively manages these risks, not just equipment that tolerates them.
Understanding the Hazard: Combustible Dust and Reactive Powders
Two distinct hazard categories apply to chemical powder milling. The first is combustible dust: organic pigments, carbon blacks, polymer powders, and many fine chemical intermediates will form explosive dust clouds if the particle concentration exceeds the minimum explosible concentration (MEC) and an ignition source is present. Standards such as NFPA 68, NFPA 654, and IEC 61241 govern design requirements for equipment handling these materials.
The second category is reactive and oxidation-sensitive powders: metal powders (aluminium, magnesium, titanium), lithium battery materials, and rare earth compounds react exothermically with atmospheric oxygen. Even without an ignition source, surface oxidation during milling can compromise product purity, reduce yield, and in some cases create runaway thermal conditions.
How Jet Milling Manages These Risks
Jet mills address chemical processing hazards through a combination of fundamental operating principles and engineering options:
- No mechanical heat generation: compressed air or gas does the comminution work. There are no rotating blades, hammers, or grinding surfaces generating frictional heat — eliminating a primary ignition source.
- Inert gas purging (N₂, Ar, CO₂): the grinding circuit can be purged and maintained under an inert atmosphere throughout processing. This can prevent oxidation of reactive powders and removing oxygen below the limiting oxygen concentration (LOC) for combustible materials. EPIC Powder jet mills are engineered for full inert gas loop operation.
- Explosion-proof construction: ATEX/IECEx-rated configurations with pressure-shock-resistant housings, static grounding, and non-sparking internal surfaces for combustible dust environments.
- Closed-loop discharge with integral filtration: for toxic, carcinogenic, or highly reactive dusts, fully sealed systems with integrated bag filters or cyclones ensure zero operator exposure and contain the product from mill inlet to final collection vessel.
- Pressure relief and suppression systems: explosion venting panels and chemical suppression systems can be integrated as required by site risk assessment.
Key Safety Parameters to Specify When Ordering a Chemical Powder Jet Mill
• Material Kst / St class: determines explosion protection category required
• Minimum Ignition Energy (MIE): drives antistatic and grounding requirements
• Limiting Oxygen Concentration (LOC): sets the target O₂ level for inert gas systems
• Operating temperature sensitivity: determines cooling requirements and gas temperature control
• Toxicity / OEL: drives closed-loop vs. open-circuit design decision
• Target D50 / D97: determines mill type and classifier configuration
Controlled Particle Engineering: Achieving Precise Size and Distribution
In chemical manufacturing, the phrase ‘controlled particle engineering’ means something specific: the ability to hit a defined particle size distribution — D50, D90, D97, and span — repeatably, batch after batch, without manual intervention or process drift. This is not merely a quality control requirement. It is a functional one.
Consider what particle size controls in chemical applications: the reaction rate of a catalyst depends on available surface area, which scales inversely with particle diameter. The hiding power of a pigment depends on D50. The efficiency of a flame retardant depends on its surface area and how rapidly it decomposes thermally. A small shift in PSD is not a cosmetic defect — it is a change in product performance.
The Parameters That Control Particle Size in Jet Milling
Jet mills offer a set of independently adjustable process parameters that collectively define the output PSD:
- Classifier wheel speed: the primary control lever for D50. Increasing classifier speed raises the centrifugal force acting on particles, returning coarser material for further grinding and tightening the cut point. A well-tuned classifier can hold D50 within ±0.3 µm run-to-run.
- Grinding pressure and nozzle configuration: higher compressed gas pressure increases particle velocity and impact energy, reducing D50 and D97. Nozzle geometry and count determine the intensity and directionality of the grinding zone.
- Feed rate: at constant classifier speed and grinding pressure, increasing feed rate shifts the PSD slightly coarser. Optimising feed rate balances throughput against fineness.
- Media (for fluidised bed jet mills): fluidised bed jet mills use grinding media to supplement particle-on-particle impact, enabling finer D97 values and higher throughput for harder materials.
For most chemical applications, a fluidised bed jet mill with integrated dynamic classifier is the preferred configuration — it offers superior fineness control, higher throughput, and lower specific energy consumption than a simple spiral jet mill. EPIC Powder’s engineering team conducts lab-scale trials to optimise these parameters before committing to full production specifications.
Achievable Particle Size Ranges
Depending on material hardness and configuration, jet milling typically delivers:
| Mill Type | Typical D50 Range | Typical D97 | Best For |
| Spiral jet mill | 1 – 20 µm | < 30 µm | Small batches, R&D, heat-sensitive materials |
| Fluidised bed jet mill | 2 – 50 µm | < 10 µm achievable | Production scale, hard materials, tight PSD |
| Fluidised bed + classifier | 1 – 30 µm | < 5 µm achievable | High-purity, narrow distribution requirements |
Application Spotlight 1: Pigments & Dyes
Particle size is arguably more critical for pigments and dyes than for any other chemical category, because it directly determines the optical properties of the final product. Colour strength, opacity, gloss, and tint uniformity all shift measurably with changes in D50 — often at the sub-micron level.
For organic pigments (phthalocyanines, quinacridones, azo compounds), the target D50 typically falls between 1 and 5 µm, with a narrow span to ensure colour consistency across production batches. Inorganic pigments such as titanium dioxide (TiO₂) and iron oxides require similar precision, with TiO₂ for high-opacity coatings often specified at D50 0.2–0.4 µm — a range achievable with high-pressure jet milling and classification.
Why Jet Milling Is the Preferred Choice for Pigments

Three specific advantages make jet milling the dominant technology for pigment size reduction in premium applications:
•Zero metallic contamination: hammer mills and ball mills shed metal from grinding surfaces into the product. For pigments, even trace metal contamination — iron at the parts-per-million level — shifts hue perceptibly, particularly in light or white-base formulations. Jet milling eliminates contact between metal surfaces and product entirely.
•No heat-induced colour shift: certain organic pigments are heat-sensitive and undergo crystal phase transitions or partial decomposition at elevated temperatures, permanently altering colour properties. Jet milling generates no frictional heat.
•Dry processing preserves dispersibility: wet milling followed by drying creates hard agglomerates through capillary force action during liquid evaporation. These agglomerates reduce dispersibility in the end-use medium — paint, ink, plastic masterbatch — and require additional de-agglomeration steps. Dry jet milling discharges powder in its naturally dispersed state.
Jet milling is applied across coatings, printing inks, plastics colouration, and cosmetic pigments. For carbon black milling specifically — a material with extremely low MIE and high Kst — EPIC Powder’s inert gas loop configurations provide a safe, contamination-free processing route.
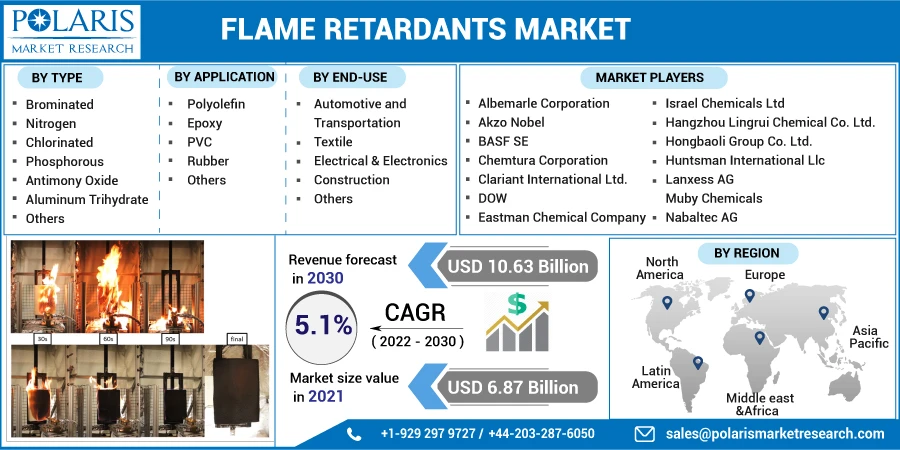
Application Spotlight 2: Flame Retardants
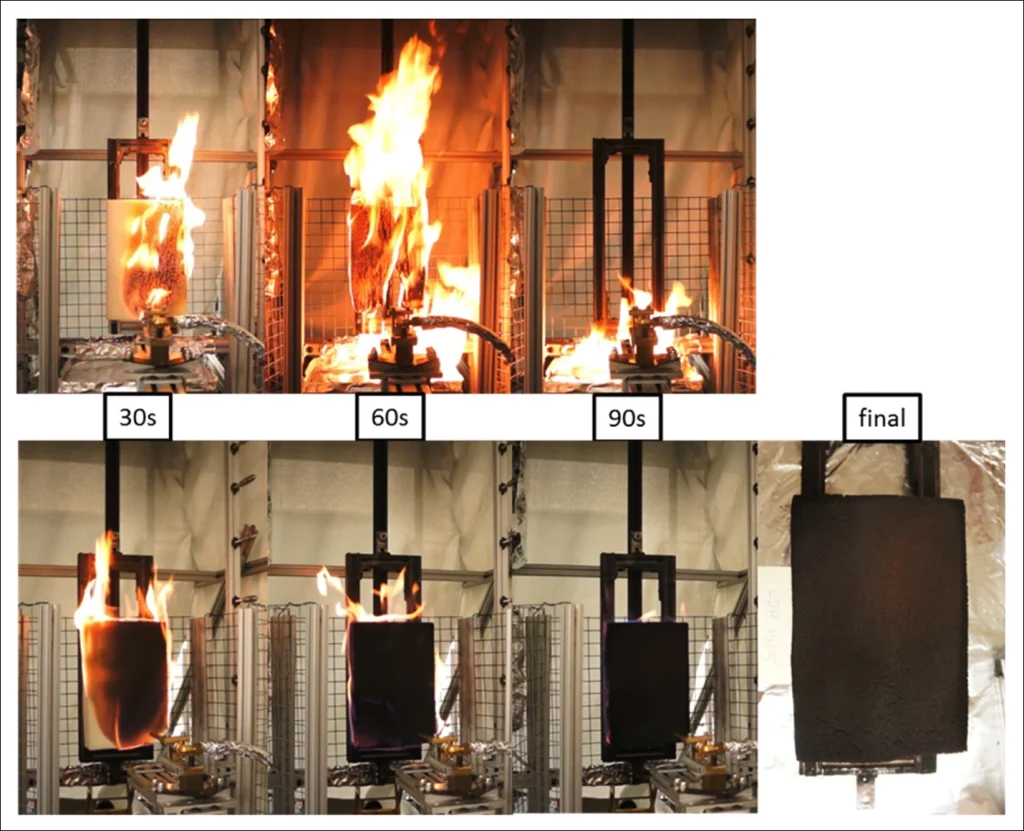
The effectiveness of a mineral flame retardant is determined primarily by its surface area. Surface area is determined by particle size. Aluminium trihydrate (ATH) and magnesium hydroxide (Mg(OH)₂), the two most widely used halogen-free flame retardants, work by endothermic decomposition. They absorb heat and release water vapour, diluting combustible gases and cooling the polymer matrix. The faster this decomposition occurs, the more effective the protection. Decomposition rate increases with surface area, which means smaller particles perform better.
For polymer applications (cable compounds, rubber, thermoplastic sheeting), ATH and Mg(OH)₂ are typically specified at D50 2–8 µm, with D97 < 20 µm to avoid processing issues during compounding and extrusion. Coarser particles reduce mechanical properties and cause surface defects in finished profiles.
Processing Challenges for Flame Retardant Powders
ATH and Mg(OH)₂ are moderately hard and highly abrasive. It’s a combination that accelerates wear in conventional mills and risks contaminating the product with mill material. Metal contamination in flame retardants is particularly problematic because trace iron or chromium can catalyse polymer degradation at processing temperatures, compromising both the mechanical properties and fire performance of the finished compound.
Jet milling with ceramic or silicon carbide-lined grinding chambers addresses abrasive wear directly. There are no metal surfaces in the grinding zone, wear rates are negligible over extended production runs, and product purity is preserved. Additionally, the closed-loop dry process eliminates the need for downstream drying — important because ATH begins to lose hydroxyl groups above 180°C, a temperature that spray drying can approach.
Relevant fire performance test standards — UL 94, IEC 60695, EN 45545 — set minimum requirements that correlate with flame retardant particle size and distribution. Consistent PSD from jet milling translates directly to consistent test results, reducing certification risk.
Application Spotlight 3: Catalyst Powders
For catalyst powders, particle size and surface area are not quality parameters — they are the primary performance variables. The BET surface area of a catalyst scales inversely with particle size: halve the D50 and you approximately double the available catalytic surface per gram of material, increasing reaction rates, conversion efficiency, and catalyst utilisation.
Common catalyst materials processed by jet milling include zeolites (used in petroleum refining and petrochemicals), metal oxides such as TiO₂ (photocatalysis), Al₂O₃ and ZnO (industrial synthesis), and precious metal-on-support systems. In each case, the challenge is achieving the target particle size without deactivating the catalytic surface.
Why Catalyst Processing Requires Exceptional Care
Catalytic activity is easily destroyed by the conditions that conventional mills create:
- Heat: elevated temperatures during milling can sinter catalyst surfaces, collapse pore structures in zeolites, and drive unwanted phase transitions in metal oxides (e.g., anatase to rutile in TiO₂), permanently reducing catalytic activity.
- Contamination: metal traces from grinding media compete with active catalytic sites or act as catalyst poisons. In precious metal catalyst systems, even parts-per-billion contamination levels matter.
- Atmospheric exposure: many catalyst precursors and reduced metal catalysts are air-sensitive. Processing in an open system causes surface oxidation that must be reversed — at significant energy and cost — before use.
Jet milling eliminates all three risks simultaneously: no heat generation, no metal contact, and full compatibility with inert gas atmospheres. EPIC Powder’s closed-loop inert gas systems can maintain oxygen levels below 100 ppm throughout the milling circuit, providing a processing environment suitable for even pyrophoric catalyst precursors.
Typical particle size targets for catalyst applications range from D50 2–20 µm for supported catalysts and carrier powders, down to D50 < 5 µm for high-surface-area active phases. Tight D97 control is equally important — oversize particles reduce bed packing uniformity in fixed-bed reactors and cause channelling in fluidised bed applications.
How to Choose the Right Jet Mill Configuration for Chemical Powders
Selecting the correct jet mill configuration for a chemical powder application involves matching the material’s properties and processing requirements to the available engineering options. The following framework covers the most critical decision points:
| Requirement | Recommended Configuration |
| Combustible dust (St 1–2, organic pigments, carbon black) | ATEX/IECEx-rated mill + inert gas purge + explosion relief venting |
| Oxidation-sensitive powder (metal powders, battery materials) | Closed inert gas loop (N₂ or Ar) + oxygen monitoring + inert discharge system |
| Toxic or carcinogenic material | Fully sealed closed-loop system with integral bag filter + glove-box transfer |
| Target D50 < 5 µm with tight PSD | Fluidised bed jet mill with dynamic air classifier |
| Target D50 5–30 µm, moderate throughput | Spiral jet mill or fluidised bed without classifier |
| Abrasive material (ATH, Mg(OH)₂, TiO₂) | Silicon carbide or alumina-lined grinding chamber |
| High-purity requirement (catalysts, electronic-grade) | Ceramic-lined mill + inert gas + closed discharge |
| Lab-scale development / process optimisation | EPIC lab-scale jet mill trial — D50 results transferred directly to production scale |
These configurations are not mutually exclusive — many chemical powder applications require a combination of features. EPIC Powder Machinery’s engineering team works with process engineers from initial specification through lab trial and scale-up, ensuring the final system is matched precisely to the material, the target PSD, and the site safety requirements.

Get Expert Advice on Your Chemical Powder Process
Every chemical powder application is different — the right mill configuration depends on your specific material, your target particle size, and your site safety requirements. Our engineering team at EPIC Powder Machinery has the process knowledge to get this right from the first trial, not the fifth.
We offer free process consultations and lab-scale milling trials, so you can validate particle size performance and system design before committing to full production equipment.
→ Request a Free Consultation at www.jet-mills.com/contact
→ Explore Our Jet Mill Range at www.jet-mills.com

Frequently Asked Questions
What is the safest way to mill reactive or combustible chemical powders?
The safest approach combines equipment design with process engineering. Jet mills eliminate mechanical heat generation — a primary ignition source in conventional mills — and can be configured with inert gas purging (nitrogen or argon) to suppress combustible dust ignition by reducing oxygen below the limiting oxygen concentration (LOC). For ATEX Zone 20/21 environments, pressure-shock-resistant housings and closed-loop discharge systems ensure operator safety and regulatory compliance. EPIC Powder Machinery offers fully ATEX/IECEx-rated jet mill systems for combustible and reactive chemical powders.
How does jet milling achieve precise particle size control for chemical applications?
Jet mills use compressed gas to accelerate particles to high velocity, causing size reduction through particle-on-particle impact. The output particle size distribution is controlled by adjusting classifier wheel speed (the primary D50 control lever), grinding pressure, and feed rate. A well-tuned fluidised bed jet mill with dynamic classifier can hold D50 within ±0.3 µm run-to-run, achieving distributions from D50 1 µm to over 50 µm depending on configuration. EPIC Powder conducts lab-scale trials to define the optimal parameter set before committing to production scale.
What particle size is recommended for flame retardants such as ATH and magnesium hydroxide?
For most polymer compounding applications — cable insulation, rubber sheeting, thermoplastic profiles — aluminium trihydrate (ATH) and magnesium hydroxide are specified at D50 2–8 µm with D97 below 20 µm. Finer particles provide more surface area, which drives faster endothermic decomposition and more effective flame suppression. However, excessively fine particles can increase compound viscosity and reduce mechanical properties. The optimal specification depends on the polymer matrix and the target fire test standard (UL 94, IEC 60695, EN 45545).
Can jet mills process catalyst powders without contaminating the active surface?
Yes — this ranks as one of the primary reasons manufacturers prefer jet milling for catalyst processing. Because particle-on-particle impact achieves comminution rather than contact with metal grinding surfaces, the mill itself introduces no metallic contamination. Combined with ceramic or silicon carbide-lined grinding chambers and inert gas atmospheres, jet milling preserves the purity and surface chemistry of catalytically active materials. Zeolites, metal oxides, and precious metal-on-support catalysts are all routinely processed using jet milling.
What is the difference between a spiral jet mill and a fluidised bed jet mill for chemical applications?
A spiral jet mill uses a circular grinding chamber where a spiral flow accelerates particles. The centrifugal force naturally classifies them. The gas keeps coarser particles in the outer grinding zone while sweeping fines out through a central outlet. Manufacturers prefer it for small batches, R&D work, and heat-sensitive materials. A fluidised bed jet mill uses opposing gas jets to create a high-energy fluidised grinding zone. It’s combined with an adjustable dynamic classifier that enables precise, independent PSD control. For production-scale chemical powder processing requiring consistent D50 and tight D97, the fluidised bed jet mill with integral classifier is the preferred configuration.

“Thanks for reading. I hope my article helps. Please leave a comment down below. You may also contact EPIC Powder online customer representative Zelda for any further inquiries.”
— Emily Chen, Engineer