At Epic Powder, we understand that the true performance of Lithium Iron Phosphate (LFP) batteries is engineered at the particle level. Our precisely controlled LFP jet milling process transforms sintered material into high-purity powder, achieving the exact particle size distribution and ultra-low moisture content required for superior energy density, safety, and cycle life. This process goes beyond grinding—it integrates classification, drying, and inert gas protection in one efficient system. Whether optimizing for finer D50 or a tighter PSD, understanding LFP jet milling is key to elevating material quality and production consistency. For engineers focused on next-generation battery performance, this is where precision begins.

أولاً: هدف العملية
لنقل المواد المتلبدة إلى صومعة المواد الخام لطحنها بالنفث، مع تسخين وتجفيف المواد في نفس الوقت لضمان أن محتوى الرطوبة وحجم الجسيمات يفي بمواصفات المنتج.
ثانياً: المعدات الرئيسية
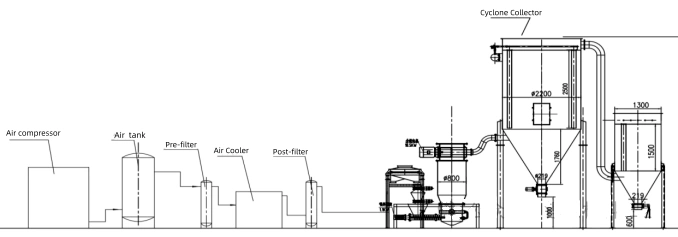
يتكون نظام الطحن النفاث بشكل أساسي من:
ضاغط هواء (نظام مصدر هواء)
نظام التغذية
مضيف الطحن
مصنف الهواء التوربيني
نظام تصريف
أنظمة الترشيح
نظام التحكم
ثالثًا: ظروف العملية ومبدأ العمل
تُغذّى المادة إلى حجرة حيث تُسرّع بواسطة تيار نفاث عالي السرعة. وتؤدي التصادمات الشديدة بين الجزيئات ومع الجدران، بالإضافة إلى الاحتكاك وقوى القص، إلى تكسير المادة وطحنها. ثم يقوم مصنف مدمج بتصنيف المسحوق المطحون. ويجمع جامع الغبار المسحوق الناعم الذي يفي بمواصفات الحجم كمنتج نهائي، مع تنقية الهواء في الوقت نفسه. ويعيد النظام المسحوق الخشن ذي الحجم الكبير إلى حجرة الطحن لمزيد من الطحن. وخلال مراحل الطحن والتصنيف والنقل، تعمل العملية على تجفيف أي رطوبة متبقية في المادة.
رابعاً: تدفق العملية
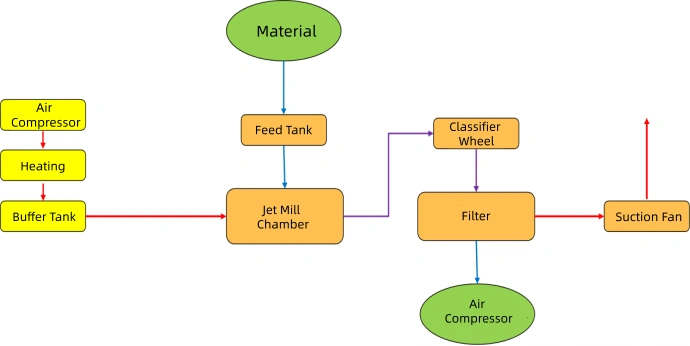
خطوات العملية: نقل المواد الخام ← الطحن والتصنيف ← نقل المنتج ← التفريغ والتعبئة
تُنقل المواد الخام هوائيًا من عملية المعالجة الأولية إلى صومعة تخزين المواد الخام في مطحنة النفث. ثم تمر عبر قادوس نقل، وقادوس تخزين مؤقت، ومغذي دوار إلى غرفة الطحن، حيث تُطحن بواسطة النيتروجين عالي الحرارة. تُصنف المواد المطحونة المطابقة للمواصفات وتُرسل إلى جامع غبار المنتج. يُفرغ المنتج النهائي عبر صمام فراشة إلى مرحلة المعالجة التالية.
خامساً: نقاط مراقبة الجودة والمعايير الرئيسية
1. تردد عجلة التصنيف: القيمة القياسية ±5 هرتز
2. تردد مغذي التفريغ: القيمة القياسية ±5 هرتز
3. محتوى الأكسجين: ≤50 جزء في المليون
4. ضغط هواء الطحن: القيمة القياسية ±100 كيلو باسكال
5. درجة حرارة مصدر الهواء: 100-120 درجة مئوية
6. نقطة ندى هواء الطحن: ≤ -20 درجة مئوية
7. ضغط هواء الختم / ضغط هواء الحماية: القيمة القياسية ±0.05 ميجا باسكال
8. تركيز المسحوق (%): 0.2 – 2.4
9. تيار عجلة التصنيف: القيمة القياسية ±5 أمبير
10. فرق ضغط المرشح (باسكال): القيمة القياسية ±200
11. تردد مروحة النقل (هرتز) / التيار (أمبير): القيمة القياسية ±10 / القيمة القياسية ±5
12. توزيع حجم الجسيمات:
D10 ≥ 0.3 ميكرومتر، D50: 1.1 ± 0.5 ميكرومتر، D90 ≤ 10 ميكرومتر، D99 ≤ 25 ميكرومتر
سادساً: ملاحظات تشغيلية والسلامة

1. مراقبة الأكسجين: راقب محتوى الأكسجين في النظام بدقة أثناء بدء التشغيل والتشغيل. إذا تجاوزت المستويات الحدود المسموح بها، فافتح صمام تنقية الغاز الخامل وصمام العادم يدويًا لإزاحة الأكسجين.
2. التحكم في الضغط السلبي: حافظ على ضغط النظام السلبي بين -2 و -6 كيلو باسكال. على الرغم من أنه عادةً ما يتم تنظيمه تلقائيًا، إلا أنه قد يلزم إجراء تعديل يدوي عبر صمامات التنفيس/العادم إذا كان التحكم التلقائي غير كافٍ.
3. تدفق المواد: راقب تدفق التفريغ بانتظام. استخدم المطارق الهوائية للمساعدة في حالة حدوث انسداد أو ضعف في التدفق.
4. تشغيل المصنف: شغّل المصنف بتردد يتراوح بين 5 و50 هرتز. لا تتجاوز التردد/تيار المحرك المقنن. يُمنع الدوران في الاتجاه المعاكس.
5. تشغيل وحدة التغذية: قم بتشغيل وحدة التغذية اللولبية بتردد يتراوح بين 5 و50 هرتز. لا تتجاوز التردد/تيار المحرك المقنن.
6. إجراءات الإيقاف: بعد الإيقاف، قم بتفريغ الغاز المتبقي تمامًا من ضاغط الهواء والمجفف.
7. بيئة المعدات: يجب ألا تتجاوز درجة الحرارة المحيطة للضاغط والمجفف المبرد 40 درجة مئوية لضمان عمر الخدمة.
٨. أثناء عمليات فحص الإنتاج، تحقق من أضواء المؤشرات على لوحة التحكم الكهربائية. يشير الضوء الأخضر إلى التشغيل الطبيعي للمعدات؛ ويشير الضوء الأصفر إلى وجود إنذار في المعدات، مما يستدعي فحصًا فوريًا وإصلاحًا للإنذار؛ ويشير الضوء الأحمر إلى عطل في المعدات، مما يستدعي إيقاف التشغيل فورًا للفحص - ولا يجوز استئناف التشغيل إلا بعد إزالة العطل. يُمنع منعًا باتًا مواصلة تشغيل المعدات عند إضاءة ضوء الإنذار الأصفر.
٩. الإيقاف السليم: قبل الإيقاف، تأكد من إفراغ حجرة الطحن تمامًا (عادةً من ٥ إلى ٢٠ دقيقة بعد إيقاف التغذية). لا تُوقف النظام بالكامل فور إيقاف التغذية أو إذا كانت هناك مواد لا تزال في الحجرة. إذا بقيت مواد في الحجرة بعد الإيقاف العادي، فيجب تنظيفها بالكامل قبل إعادة التشغيل. لا تُشغّل المطحنة أبدًا مع وجود مواد بداخلها.
العوامل المؤثرة على كفاءة الطحن

1. معدل التغذية: بالنسبة للمادة نفسها، تؤدي معدلات التغذية المختلفة إلى درجات نعومة مختلفة. مع ثبات الظروف الأخرى، ينتج عن معدل التغذية الأعلى عمومًا منتج أنعم بتوزيع حجمي أضيق. مع ذلك، فإن المعدل المنخفض جدًا يقلل من احتمالية تصادم الجزيئات، مما يؤثر سلبًا على النعومة. يهدف ضبط معدل التغذية إلى تحقيق النسبة المثلى بين الغاز والمادة الصلبة. تتطلب قابلية الطحن الأقل أو متطلبات النعومة الأعلى نسبة أعلى بين الغاز والمادة الصلبة.
2. ضغط الطحن: يعتمد المبدأ على تحويل طاقة ضغط السائل إلى طاقة حركية، مما يوفر قوة الطحن. يؤدي ارتفاع ضغط الغاز إلى زيادة سرعة النفث (وإن لم يكن ذلك بشكل خطي، حيث ترتفع معاملات المقاومة بعد نقطة معينة)، وبالتالي يؤثر على مدخلات الطاقة.
3. حجم الفوهة: يؤثر قطر الفوهة على كمية الجسيمات المتسارعة وسرعتها النهائية، مما يؤثر بدوره على حجم الجسيمات النهائي وتجانسها. عمومًا، تزيد الفوهات الأصغر من الضغط، وتؤثر على عدد أقل من الجسيمات، وتؤدي إلى سرعات جسيمات أعلى، ولكنها تُنتج تجانسًا أقل بعد التصادم، وتُنتج مسحوقًا أنعم ولكنه أقل تجانسًا، والعكس صحيح. لتحسين التجانس وتقليل أحجام الجسيمات الكبيرة (D90، Dmax)، قد يكون من الضروري زيادة قطر الفوهة بشكل مناسب.
4. درجة حرارة الطحن: يؤدي انخفاض درجة حرارة المادة إلى انخفاض ملحوظ في كفاءة الطحن والطاقة الإنتاجية. يُنصح، حيثما أمكن، برفع درجة حرارة العملية لمواجهة هذه الظاهرة الطبيعية.
5. تأثير الضغط الخلفي: يؤثر الضغط الخلفي، وهو الضغط الساكن عند مخرج الفوهة داخل حجرة الطحن، على سرعة تدفق الغاز داخل الفوهة. يؤدي الضغط الخلفي المفرط إلى إعاقة تدفق الغاز في الفوهة، مما يقلل بشكل مباشر من الطاقة الحركية المتاحة للطحن. يُعدّ ارتفاع الضغط الخلفي ضارًا. في الإنتاج، يمكن أن تؤدي زيادة المقاومة في نظام التجميع أيضًا إلى زيادة الضغط الخلفي. يساعد ضمان بقاء الضغط الخلفي للنظام ضمن النطاق المحدد (+2 إلى +6 كيلو باسكال) على الحفاظ على سرعات اصطدام أعلى للجسيمات، مما يُحسّن كفاءة الطحن.
مسحوق ملحمي
مسحوق ملحمي نحن متخصصون في تكنولوجيا معالجة المساحيق الدقيقة لقطاعات التعدين، والصناعات الكيميائية، والصناعات الغذائية، والصناعات الدوائية، وغيرها. يمتلك فريقنا خبرة تزيد عن 20 عامًا في معالجة مختلف أنواع المساحيق، وقد صممنا وركبنا أكبر خط إنتاج مطاحن نفاثة لمسحوق الباريت فائق النعومة في الصين. نحن من أبرز الموردين المحترفين لمشاريع معالجة المساحيق، لا سيما طحن المساحيق، وتصنيفها، وتشتيتها، ومعالجة أسطحها، وإعادة تدوير النفايات. نقدم خدمات الاستشارات، والاختبار، وتصميم المشاريع، والآلات، والتشغيل، والتدريب.

“Thanks for reading. I hope my article helps. Please leave a comment down below. You may also contact EPIC Powder online customer representative زيلدا "لأي استفسارات أخرى."
— نشر بواسطة جيسون وانج, مهندس أول